Piece do homogenizacji aluminium
Projektowane na zamówienie piece do homogenizacji okrągłych wlewków i kęsów aluminium przeznaczone do większości technologicznych aplikacji.
Konstrukcje urządzeń obejmują piece nieprzelotowe (zarówno konstrukcji wózkowej, jak i tacowej), piece pokroczne oraz piece ciągłe wyposażone w systemy transportu materiałów i urządzenia do chłodzenia wsadu.
- Piece nieprzelotowe
- Piece ciągłe
- Przepływ powietrza
- Opatentowana konstrukcja prowadnic
- System chłodzenia
W przypadku konstrukcji nieprzelotowej, do transportu wsadu do i z pieca wykorzystuje się zazwyczaj izolowany wózek z napędem elektrycznym. Często wykorzystuje się także budowę dwustronną (z drzwiami na obu końcach) i z dwoma wózkami, co skraca czas cyklu i pozwala zwiększyć produkcję.
Zamiast konstrukcji z wózkiem, w piecach nieprzelotowych można stosować konstrukcje tacowe. W takiej sytuacji taca z wsadem spoczywa na podporach w piecu. Ładowarka/wózek służy do załadunku/rozładunku tacy i przeniesienia tacy z pieca do stacji chłodzenia lub do stacji załadunku/rozładunku. Piec pokroczny stanowi trzeci rodzaj pieców nieprzelotowych. W takim piecu wykorzystuje się parę stałych podstaw wsadowych, na których leży wsad. Po zakończeniu cyklu na podstawie nr 1, piec przesuwa się na pozycję nad drugą podstawą wsadu i niezwłocznie rozpoczyna grzanie nowego wsadu.
Pierwszy wsad jest chłodzony, a następnie zostaje rozładowany i zastąpiony nowym wsadem. Cykl ten można zakończyć przed rozpoczęciem kolejnego cyklu homogenizacji. Piec pokroczny zapewnia oszczędność powierzchni w zakładzie, jako że dwie podstawy wsadu zajmują o wiele mniej miejsca niż stacjonarny piec dwustronny z dwoma wózkami wsadowymi.
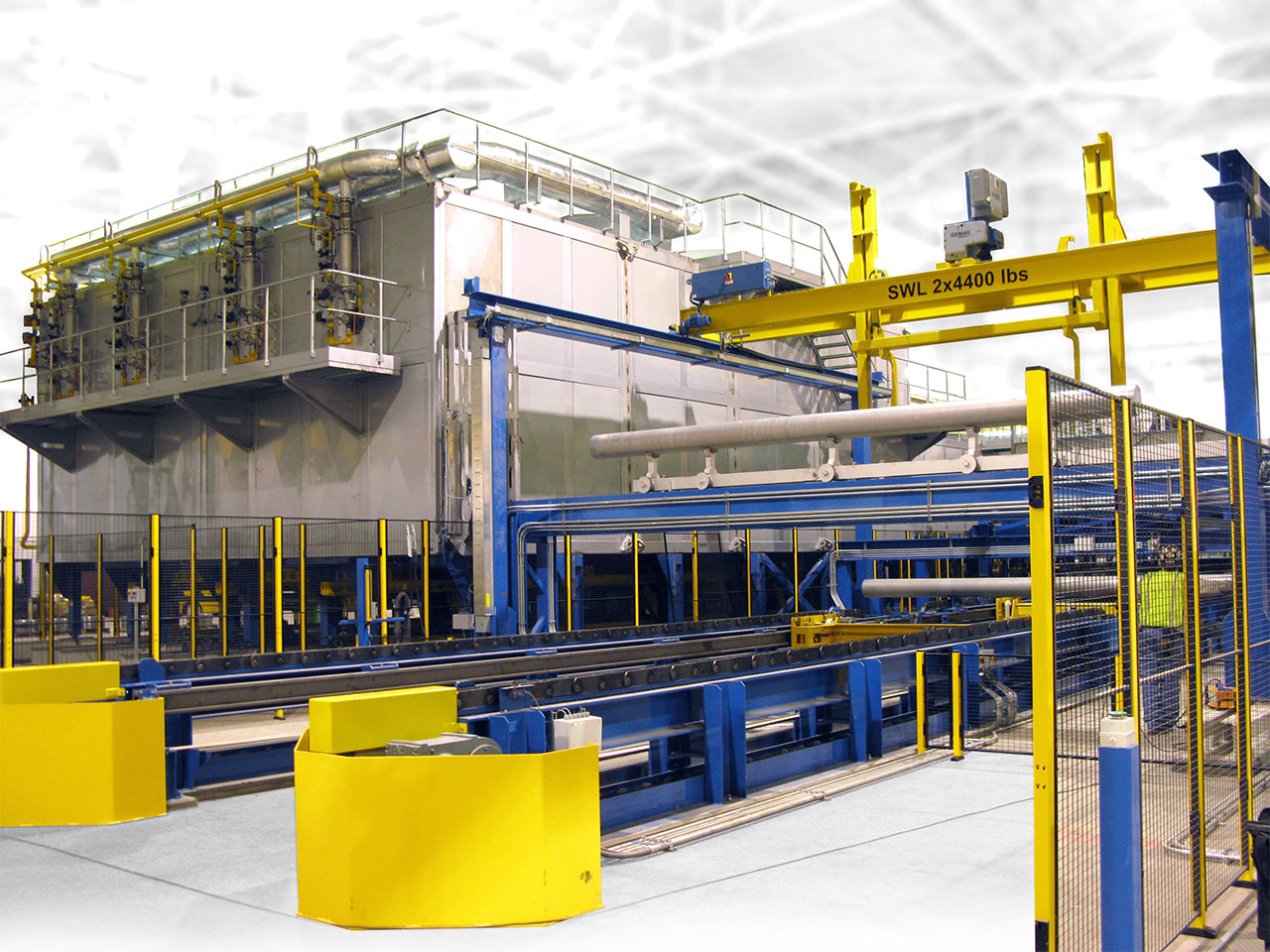
Piece do ciągłej homogenizacji okrągłych wlewków wykorzystywane są w zakładach o wyższym poziomie produkcji w zakresie homogenizacji. Szybki nagrzew przez otwory służy do indywidualnego nagrzewania każdego wlewka do temperatury homogenizacji w bardzo krótkim czasie. W tej konstrukcji wykorzystuje się urządzenia załadowcze służące do załadunku po jednym wlewku na raz do pieca pokrocznego. Wlewki przemieszczają się dalej przez komorę grzejną i komorę wytrzymania na specjalnych siodłach trzonu, aby ograniczyć tarcie i poprawić prostoliniowość.
Po stronie wylotowej każdy wlewek przechodzi przez komorę hartowniczą o specjalnej budowie, aby następnie znaleźć się na stole zasobnika. Automatyczne sterowanie reguluje ruch, czas i parametry cyklu w zależności od średnicy wlewka. Firma SECO/WARWICK oferuje również urządzenia pomocnicze pozwalające stworzyć kompleksowy system.
/ Elastyczność produkcji
Ze względu na wielostrefową budowę, technologia pieca z pionowym przepływem powietrza jest konstrukcyjnie elastyczna. Piec może obrabiać partie różnych stopów i średnic bez pozostawiania pustych siodełek.
/ Automatyczna obsługa
Praca pieca jest całkowicie zautomatyzowana poprzez system sterowania. Podczas normalnej pracy nie jest wymagana żadna interakcja ze strony użytkownika, np. gdy następuje zatrzymanie lub gdy piec wymaga ponownego uruchomienia po zatrzymaniu. Przestoje i ponowne uruchomienia zwykle wiążą się ze znacznym ryzykiem uszkodzenia produktu. Ponieważ proces jest w pełni zautomatyzowany, wyeliminowane są wszelkie błędy związane z kontrolą procesu przez człowieka, a spójność operacji ulega poprawie.
/ Identyfikowalność produktu
PLC rejestruje szczegółowe dane historyczne (pozycja, temperatura, stopień przemiany, czas przebywania) dla każdego kęsa. System udostępnia również raporty dotyczące pojedynczych kęsów i partii kęsów na podstawie zdobytych danych. Dane i raporty można wykorzystać do usprawnienia procesu i udzielenia odpowiedzi na pytania klientów.
/ Modułowa konstrukcja – jedna instalacja
Budując instalację do ciągłej homogenizacji, nasz zespół inżynierów projektuje instalację w sekcjach. Oznacza to, że instalacja jest dostarczana do siedziby klienta w częściach, ponownie składana i montowana. Ten sposób budowy zabezpiecza pracę zakładu i minimalizuje czas montażu w celu zagwarantowania ciągłości produkcji.
/ Efektywność energetyczna
System sterowania stale optymalizuje piec, aby osiągać najwyższą przepustowość bez pustych przestrzeni, niezależnie od asortymentu produktów. Ciągły i zoptymalizowany przepływ detali prowadzi do bardziej efektywnego wykorzystania energii. Dwururowy przeciwprądowy wymiennik ciepła odzyskuje znaczną ilość zużytej energii. Wysokiej jakości uszczelnienia i dobra izolacja ograniczają straty ze ścian do minimum.
/ Kontrola przepływu powietrza
W procesie projektowania mechanicznego inżynierowie optymalizują wnętrze pieca, aby uzyskać najlepszą możliwą wydajność, tak aby spełnić różne potrzeby naszych klientów.
/ Udoskonalona wymiana ciepła – pionowy przepływ powietrza
Strumień powietrza o dużej prędkości jest kierowany na górę każdego kęsa, co skutkuje wyższymi współczynnikami przenikania ciepła. Ponieważ piec składa się z wielu stref, możliwe jest zastosowanie wyższych temperatur powietrza w każdej ze stref bez ryzyka uszkodzenia detalu.
Te wyższe temperatury powietrza w połączeniu z wyższym współczynnikiem przenikania ciepła umożliwiają znacznie większe prędkości konwekcyjnego przekazywania ciepła do kęsów. Ponieważ możliwe jest działanie stref w wyższej temperaturze bez uszczerbku dla bezpieczeństwa, wzmocniony jest również radiacyjny transfer ciepła. Lepsza wymiana ciepła skutkuje krótszymi czasami nagrzewu kęsów o małej i dużej średnicy.
/ Jednolita jakość
Proces temperaturowej obróbki cieplnej można zoptymalizować, ponieważ piec do homogenizacji ciągłej posiada przepływ detali z jedną warstwą wlewków. Kontrola jakości jest możliwa dla każdego pojedynczego kęsa o tej samej wydajności. Proces chłodzenia można również kontrolować i optymalizować.
Opatentowana technologia odwracania przepływu powietrza SECO/WARWICK z dwukierunkową kontrolą temperatury (w górę/w dół), wykorzystująca wentylator z przepływem osiowym, regularnie zmienia kierunek obrotu, zmieniając tym samym kierunek poziomego przepływu powietrza przez wsad. Temperatura strumienia powietrza jest monitorowana i kontrolowana po obu stronach wsadu.
Głowica termiczna jest wykorzystywana na wczesnych etapach cyklu dla zapewnienia szybkiego i skutecznego grzania. System ten zapewnia większą prędkość grzania i równomierność temperatury wsadu w stosunku do jednokierunkowego przepływu powietrza. Idzie za tym większa wydajność, niższy koszt paliwa i lepsze efekty metalurgiczne.
Firma SECO/WARWICK jest posiadaczem patentu na regulowaną kierownicę przepływu powietrza. Ruchome kierownice istotnie podnoszą wydajność pieca, w szczególności w przypadku homogenizacji wsadów o rozmiarach mniejszych niż maksymalnie dopuszczalne. Kierownice można regulować w zależności od wysokości wsadu, aby skutecznie ograniczać lub blokować otwartą przestrzeń nad wsadem.
/ Krótszy czas nagrzewania dzięki wyższej prędkości przepływu powietrza
/ Zapobieganie zwarciom przepływu powietrza podczas homogenizacji wsadów o rozmiarze mniejszym niż maksymalny
/ Ochrona przed przegrzaniem górnej warstwy
/ Niższe zapotrzebowanie na energię dzięki szybszemu tempu nagrzewania
/ Wyższa równomierność, jako że powietrze jest bardziej równomiernie rozłożone nad wszystkimi powierzchniami wsadu
Chłodzenie po homogenizacji może być bardzo korzystne dla okrągłych wlewków i kęsów. Potrzeby produkcyjne wymagają ich szybszego i bardziej równomiernego chłodzenia. Kolejne dowody wskazują, że uzyskiwana struktura ziarna kęsów i ich zdatność do obróbki wynikają z czynnika chłodzącego wykorzystywanego po homogenizacji. Szybkie chłodzenie jest pożądane, jednak musi ono następować równomiernie na całej powierzchni wsadu. W przeciwnym razie może dojść do znacznego wygięcia wlewków lub pogorszenia właściwości mechanicznych.
Do wsadów nieprzelotowych, wykorzystujących wózek lub tacę, firma SECO/WARWICK oferuje szeroką gamę chłodnic, m.in. z jednokierunkowym przepływem powietrza, z odwracanym przepływem powietrza, konstrukcje powietrze/mgła itp. w zależności od oczekiwanego poziomu wydajności. Komory te są zaprojektowane w celu równomiernego chłodzenia wsadu zgodnie ze specyfikacją klienta.
Wsad zazwyczaj jest chłodzony zanurzeniowo z różnymi dostępnymi prędkościami w zależności od potrzeb Klienta. Tempem chłodzenia można również sterować za pomocą wentylatorów o regulowanej prędkości.
/ Palniki z auto rekuperatorem o wysokiej wydajności do ok. 86% sprawności
/ Ekologiczna, biosoluble izolacja o odpowiednio dobranej grubości w celu optymalizacji strat przez ściany