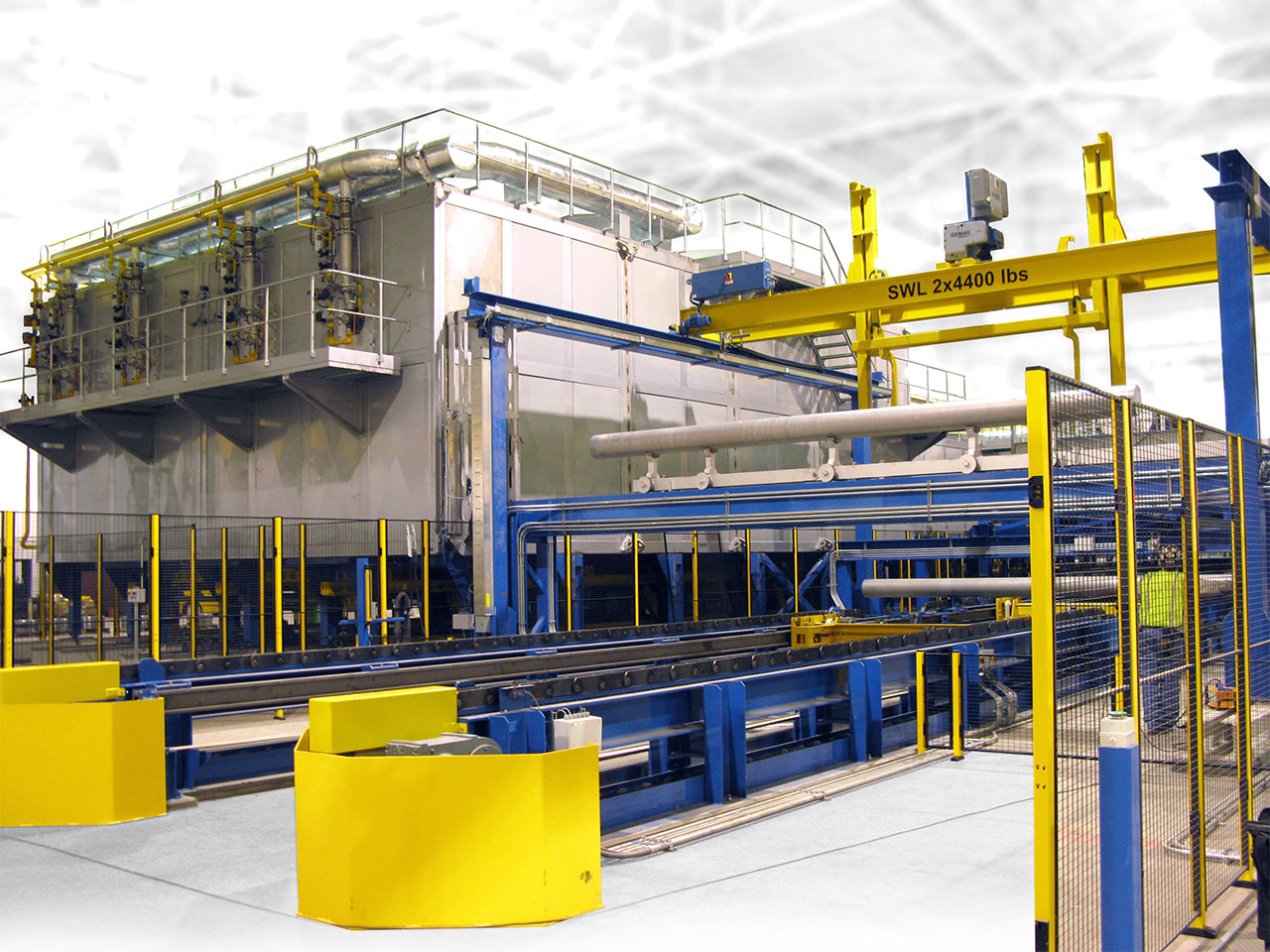
ALUMINUM HOMOGENIZING FURNACES
The custom-designed homogenizing furnaces for aluminum billets and logs for most technological applications
Equipment designs include batch types (both car and tray designs), traveling styles and continuous styles, complete with material handling systems and load cooling equipment.
With the batch type design, typically an electrically driven insulated car is used to move a load into and out of the furnace. Often, a double-ended furnace (door at each end) is used with two cars so turnaround time is reduced, thus maximizing production. The alternative to the car bottom design for the batch type units is the tray design. With this design, the load tray rests on a series of support piers within the furnace. A charge machine/transfer car is used for charging/discharging of the tray and transferring the tray from the furnace to a cooling station or to a load/unload station. A third type of batch unit is the traveling furnace. This furnace uses a pair of fixed load bases to support the load. When the cycle is completed on base No. 1, the furnace moves into position over the second load base and immediately begins heating a new load. The previous load is allowed to cool, then is unloaded and replaced with a new load. This can all be accomplished before the next homogenizing cycle is completed. A traveling furnace provides savings in floor because the two load bases require significantly less floor space compared with a double-ended stationery furnace with two load cars.
The patented reversing airflow design with upstream/downstream temperature control using an axial flow fan wheel reverses rotation on a timed basis, which, in turn, reverses the direction of the horizontal airflow through the load. The air stream temperature is monitored and controlled on each side of the load. A thermal head is used during the early stages of the cycle for fast, efficient heating. This design increases both the heating rate and temperature uniformity of the load compared with one-way airflow, resulting in better efficiency, lower fuel cost, and improved metallurgical results.
SECO/WARWICK holds the patent on the adjustable airflow baffle. These movable baffles greatly increase furnace performance, especially when less than the maximum size loads are being homogenized. The baffles are adjustable according to the height of the load to effectively limit or block the open space that exists above the load.
/ Shorter heat up rates due to increased airflow velocity
/ Preventing short circuiting of the airflow when less than the maximum size load is homogenized
/ Preventing overheating of the top layer
/ Lower energy requirements since faster heat-up rates are achieved
/ Increased uniformity since the airflow is channeled more evenly across all load surfaces
Cooling after homogenizing can add significant value to the logs or billets. Production requirements are requiring faster, more uniform cooling of the logs or billets. Evidence increasingly shows that the resulting grain structure and workability properties of the billets are a result of the cooling medium used after homogenizing. While fast cooling is desirable, it must also be uniform throughout the load space or significant bowing of the logs or decrease of mechanical properties could occur. For batch type loads using a car or tray, SECO/WARWICK offers a variety of load cooler designs such as one-way airflow, reversing airflow, air/mist arrangements, etc., depending on the level of performance required. These chambers are designed to cool the load uniformly to your specifications. Loads are usually plunge cooled at various available rates depending on the Customer’s needs. The cooling rate can also be controlled using variable speed cooling fans.
Continuous log homogenizers are used by plants having higher production levels of product to be homogenized. High velocity slot heating is used to individually heat each log to homogenizing temperature very quickly. This design uses charging equipment to load one log at a time into a walking beam furnace. The logs are advanced through the heating and soaking chambers on specially designed hearth saddles to reduce friction and improve straightness. At the discharge end, each log passes through a specially designed quench chamber and then onto the accumulator table. Automatic controls adjust movements, timing and cycle parameters according to log diameter. SECO/WARWICK can also provide the auxiliary equipment for a complete system.
/ Production flexibility
Because of its multi-zone design, vertical airflow furnace technology is inherently flexible. The furnace can process batches of different alloys and diameters without leaving empty saddles.
/ Automatic handling
The furnace’s operation is completely automated by the control system. No user interaction is required during normal operation when a stoppage occurs or when the furnace needs to be restarted after a stoppage. Stoppages and restarts usually involve significant risks of product damage. Because the process is completely automated, all variations inherent in human control of such a process are eliminated and the consistency of the operation is improved.
/ Product traceability
The PLC captures detailed historical data (position, temperature, degree of transformation, residence time) for each billet. The system also makes reports on single billets and batches of billet available based on the captured data. The data and reports can be used to improve the process and to respond to customer questions.
/ Modular design – one plant
When building the continuous homogenizing plant our engineering team designs the plant in sections. This means that the plant is delivered to the customer’s location in sections, re-assembled and put together. This way of building secures the function of the plant and the minimalize installation period in time to support the production.
/ Energy efficiency
The control system constantly optimizes the furnace to perform the highest throughput without empty spaces independent of product mix. A continuous and optimized material flow lead to more efficient energy usage. The counter flow double-pipe heat exchanger recover a considerable amount of the exhaust energy. High-quality packing and good insulation keep the wall losses to a minimum.
/ Airflow control
In the mechanical design process engineers optimize the furnace interior to activate the best possible performance to fulfill our customers different needs.
/ Enhanced heat transfer– vertical airflow
The high velocity air jet is directed onto the top of each billet which results in higher heat transfer coefficients. Because the furnace consists of multiple zones, it is possible to apply higher air temperatures in each zone without risking damage to the product.
These higher air temperatures combined with higher heat transfer coefficient enable significantly higher convective heat transfer rates into the billets. Because it is possible to operate the zones at a higher temperature without compromising safety, radiative heat transfer is also enhanced. The improved heat transfer results in shorter heat-up times for small and large diameter billets.
/ Uniform quality
The temperature heat treatment process can be optimized as the continuous homogenizing furnace has a material flow with one layer of logs. Quality control is possible for each individual billet having the same performance. The cooling process can also be controlled and optimized.
/ High efficiency auto recuperator burners up to approx. 86% output
/ Ecological, biosoluble insulation with a properly selected thickness to optimize losses through the walls