CaseMaster Evolution® SECO/WARWICK")
CaseMaster Evolution – Uniwersalny piec komorowy ze zintegrowaną wanną hartowniczą, przeznaczony do nawęglania niskociśnieniowego.
Dwu- i trójkomorowe piece próżniowe do nawęglania niskociśnieniowego (LPC) z wbudowaną wanną hartowniczą, na potrzeby produkcji masowej.
CaseMaster Evolution „CMe” to rodzina pieców próżniowych do nawęglania, przeznaczonych do pół-ciągłego utwardzania powierzchni poprzez nawęglanie niskociśnieniowe (LPC) w połączeniu z hartowaniem w wodzie , lub oleju lub gazie pod wysokim ciśnieniem (25 bar N2). Systemy te pozwalają również na hartowanie próżniowe i ulepszanie cieplne, stanowiąc szeroką alternatywę dla pieców atmosferowych z wbudowaną wanną hartowniczą, linii do pracy ciągłej i systemów wielokomorowych.
CaseMaster Evolution to nowa generacja rozwiązań do obróbki cieplnej dla procesów nawęglania i obróbki cieplnej stali, będąca dodatkową opcją dla szerokiej gamy zastosowań technologii nawęglania. Jest przeznaczona dla takich jak branż przemysłu jak: lotnictwo, motoryzacja, budowa maszyn, przemysł łożyskowy i komercyjna obróbka cieplna.
Dzięki zaawansowanym systemom nawęglania, obejmującym technologię nawęglania próżniowego, piec CMe umożliwia precyzyjną kontrolę procesu nawęglania stali, zapewniając wyższą jakość (beztlenowo) i wydajność w porównaniu z konwencjonalnymi piecami do nawęglania.
- Opis
- Cechy
- Specyfikacja
- Opcje
- Korzyści
- Konfiguracje
- Przemysły
- Procesy
- Materiały
- Automatyzacja
- Integracja systemu
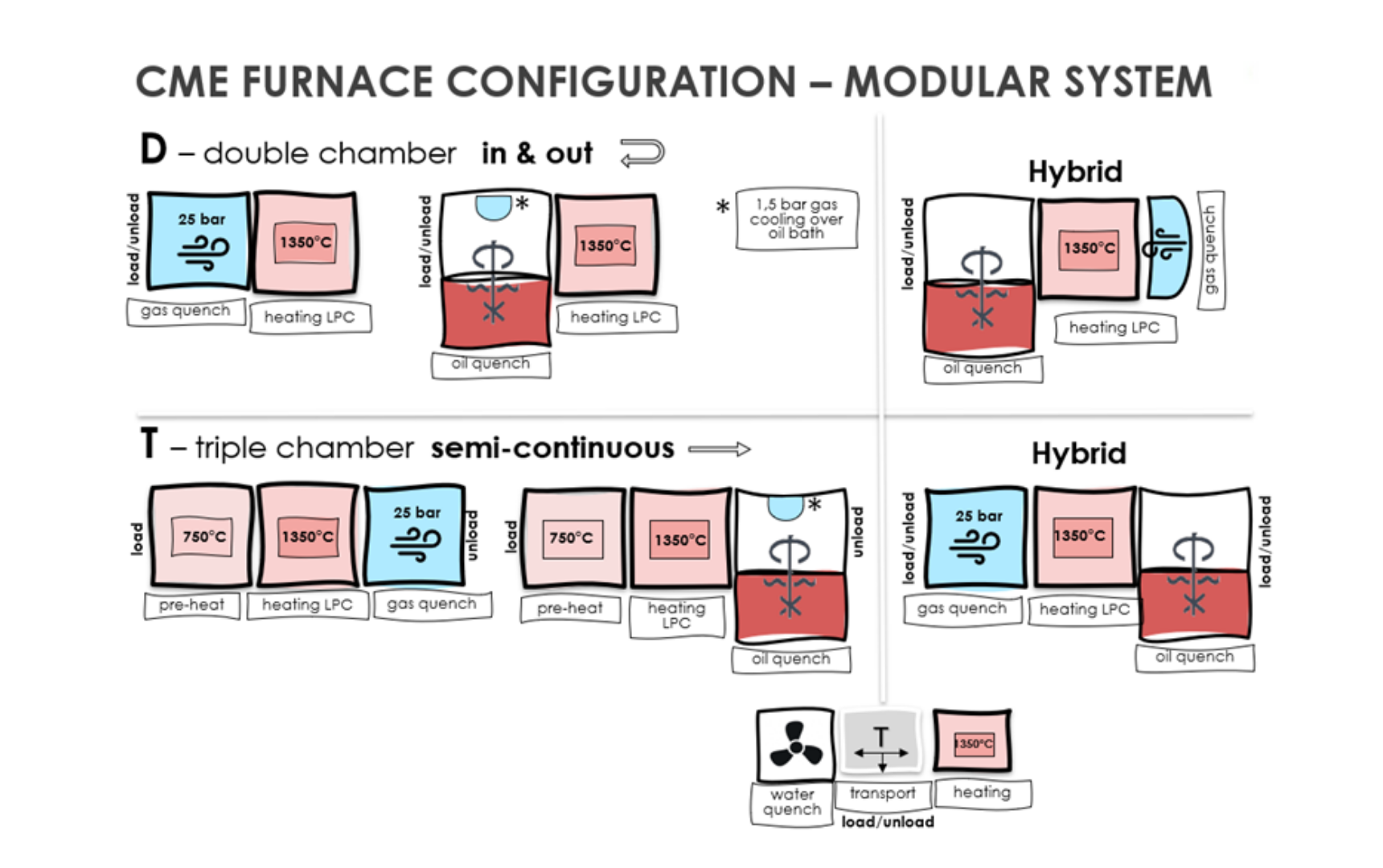
Piece CaseMaster Evolution zaprojektowane jako najnowocześniejsza konstrukcja, oferują wybór dwóch lub trzech komór, aby zapewniać maksymalną elastyczność obróbki cieplnej i ciągłą obróbkę wsadów. Są one zgodne ze standardami AMS2750 i CQI9.
Oferujemy dwa rodzaje pieców CaseMaster Evolution. Typ D – piec dwukomorowy – posiada dwie komory, z których jedna służy do obróbki, a druga do hartowania w oleju lub gazie.
Typ T – piec trójkomorowy – dysponuje takimi samymi komorami jak piec typu D oraz trzecią komorą do nagrzewania wstępnego, którą można wykorzystywać w celu przyspieszenia obróbki.
Chłodzenie możliwe jest na dwa sposoby: na drodze hartowania w gazie pod wysokim ciśnieniem (25 bar N2) lub hartowania w oleju hartowniczym.
Firma SECO/WARWICK, dostawca dziesiątek zainstalowanych pieców próżniowych CME do obróbki cieplnej z hartowaniem w oleju, jest obecnie liderem światowego rynku próżniowej obróbki cieplnej. Liczne wiodące przedsiębiorstwa produkcyjne na świecie, w obliczu konieczności uzyskania lepszych właściwości mechanicznych, porównały CME z konwencjonalnymi metodami utwardzania powierzchniowego. W efekcie przeprowadzonych analiz, podmioty te zwiększyły zdolności produkcyjne dzięki piecom CaseMaster Evolution stworzonym przez SECO/WARWICK.
Automatyzacja i zgodność
/ W pełni zautomatyzowana obróbka
/ Zgodne z AMS2750, CQI-9
Budowa pieca
/ Poziomy piec próżniowy dwu- i trójkomorowy
/ Kompaktowa, modułowa konstrukcja
/ Grafitowa komora grzejna
/ Elektryczny system grzejny
/ Niskie straty ciepła dzięki izolacji cieplnej o rozszerzonym zakresie
Integralność i szybkość procesu
/ Hermetyczne drzwi wewnętrzne zapewniają wysoką czystość procesu i elementów
/ Krótki czas odpompowywania dzięki niezależnym układom pomp dla każdej komory
/ Krótki czas transportu wsadu wewnątrz pieca
Technologie Hartowania
/ Hartowanie w oleju lub w gazie pod wysokim ciśnieniem – azocie (N2) lub helu (He)
/ Hartowanie olejowe z regulowaną prędkością i kontrolowanym ciśnieniem w wannie olejowej
/ Olejowy Tunel Kierunkowy zapewniający optymalny przepływ oleju przez wsad
/ Jednorodne hartowanie i ograniczenie zniekształceń dzięki bezstopniowej regulacji układu cyrkulacji oleju
Dane techniczne standardowych pieców serii CaseMaster Evolution
| Typ | Rozmiar | Szer. [mm] | Wys, [mm] | Dł. [mm] | Masa wsadu [kg] |
|---|---|---|---|---|---|
| D, T | 446 | 400 | 400 | 600 | 200 |
| D, T | 669 | 600 | 600 | 900 | 600 |
| D | 9129 | 900 | 1200 | 900 | 1200 |
| D, T | 9912 | 900 | 900 | 1200 | 1600 |
| V | 1625 | fi 1600 | 2500 | – | – |
| Temperatura w komorze grzejnej – 1250°C | Próżnia w komorze grzejnej -10-2 mbar | ||||
| Możliwość wykonania wersji indywidualnej z komorą grzejną o wymiarach dostosowanych do wymagań klienta. | |||||
Dostępne opcje do pieców serii Casemaster Evolution
| Cecha | Typ pieca | Rozmiar |
|---|---|---|
| Low Pressure Vacuum Carburizing (LPC) | D, T | wszystkie |
| LPCN | D,T | wszystkie |
| GQ – up to 1,5 bar abs | D, T, V | wszystkie |
| Grzanie konwekcyjne | D, T | wszystkie |
| Chłodzenie w gazie nad wanną olejową | D, T | wszystkie |
| Termopary wsadowe | D | wszystkie |
| Wysoka próżnia (10-4 mbar) | D, V | wszystkie |
| HPGQ – 6, 12 bar abs | D HYBRID | 669, 9912 |
| HPGQ – 25 bar abs | T, D | 6810 |
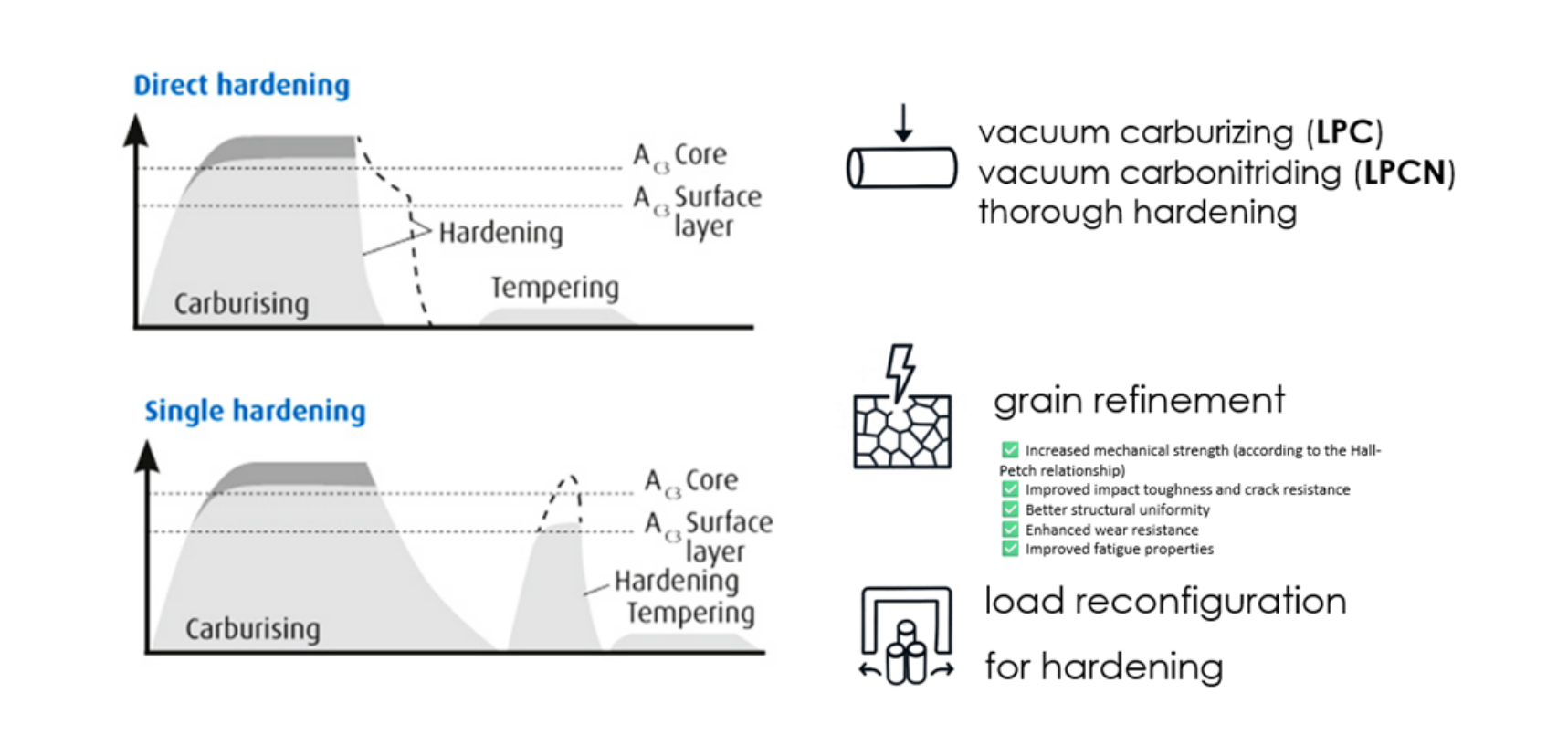
Podstawowe technologie obróbki cieplnej
/ Nawęglanie Niskociśnieniowe (LPC)
/ Węgloazotowanie niskociśnieniowe (LPCN)
/ Grzanie konwekcyjne – dla pieca typu D (dla pieca typu T – inkluzywny)
/ Wielostrefowa kontrola temperatur
/ Regulacja wielostrefowa (opcja dodatkowa)
Sterowanie i łączność
/ Zdalne sterowanie i monitoring
/ System nadrzędny
/ Zewnętrzny rejestrator (opcja dodatkowa)
/ System pomiaru punktu rosy (opcja dodatkowa)
/ Termopary wsadowe (opcja dodatkowa)
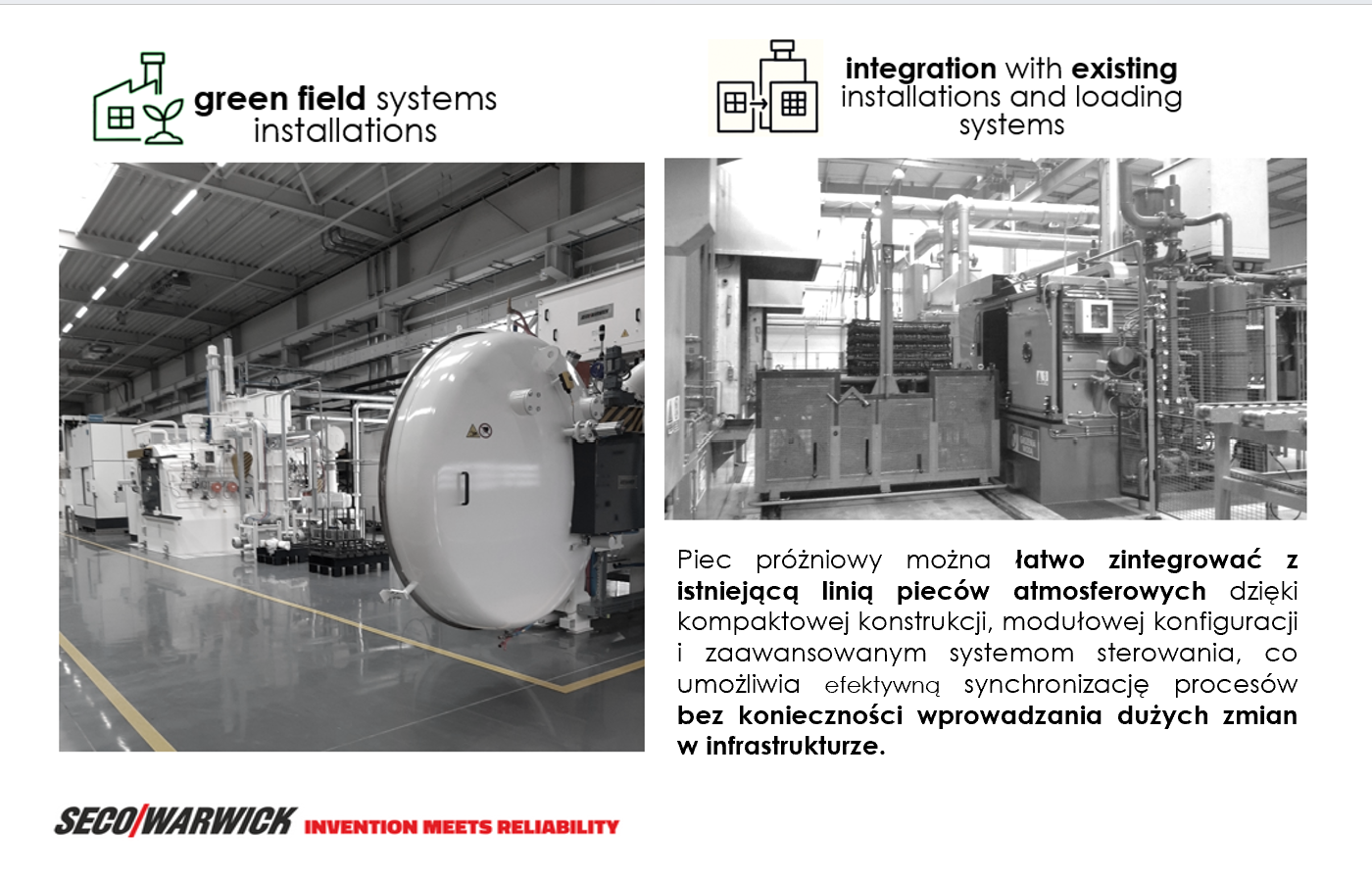
Integracja i kompatybilność
/ Integracja z istniejącymi liniami konwencjonalnych pieców hartowniczych
Wyposażenie pomocnicze
/ System Zamkniętego Obiegu Wody Chłodzącej (CLWS), zbiornik buforowy gazu, ręcznie sterowana ładowarka elektryczna, AGV (automatycznie sterowana ładowarka)
/ Tace bazowe, oprzyrządowanie modułowe (odlewane lub CFC), kosze hartownicze
/ System recyklingu Helu
Zaawansowane Opcje i Bezpieczeństwo
/ Wysoka próżnia (pompa dyfuzyjna)
/ Izolacja akustyczna układu pompowego
Piece próżniowe do hartowania w oleju łączą czystość i precyzję próżniowej obróbki cieplnej z wysoką intensywnością chłodzenia oleju, dzięki czemu idealnie nadają się do nawęglanych lub węgloazotowanych części wymagających głębokiego utwardzania powierzchniowego i minimalnych odkształceń.
Technologia próżniowa eliminuje całą infrastrukturę nawęglania atmosferowego (generatory, przewody gazowe, układy wyciągowe, myjki), eliminując emisję CO₂, upraszczając układ instalacji i poprawiając bezpieczeństwo.
Czyste, lśniące powierzchnie
/ Wszystkie procesy zachodzą w próżni → brak utleniania, brak odwęglania.
/ Eliminuje czyszczenie po procesie (brak zendry, brak sadzy).
/ Idealny stan powierzchni części
Precyzyjna głębokość warstwy i skład chemiczny
/ Nawęglanie próżniowe (LPC) i węgloazotowanie umożliwiają dokładną kontrolę potencjału węglowego.
/ Jednolita głębokość warstwy, nawet w przypadku złożonych geometrii i gęsto upakowanych wsadów.
/ Brak utleniania międzykrystalicznego (IGO) w przeciwieństwie do konwencjonalnego nawęglania atmosferowego.
/ Wysoce dokładny i precyzyjny symulator procesu LPC (SimVaC)
Wysoka moc chłodzenia dla stali o niskiej hartowności
/ Hartowanie olejowe w próżni zapewnia szybsze chłodzenie niż hartowanie gazowe.
/ Idealne dla stali takich jak 16MnCr5, 20MnCr5, 8620 lub 20NiCrMo2-2 po nawęglaniu, tam gdzie hartowanie gazowe może być niewystarczające.
Zmniejszenie odkształceń
/ Równomierny nagrzew w próżni + kontrolowane hartowanie gazowe/olejowe minimalizuje gradienty temperatury.
/ Lepsza stabilność wymiarowa w porównaniu z otwartymi zbiornikami oleju.
Bezpieczeństwo i czyste środowisko
/ Zamknięty system → brak płomieni, dymu i oparów oleju.
/ Degradacja oleju jest minimalna dzięki środowisku próżniowemu.
Integracja procesu
/ Nawęglanie i hartowanie w jednym piecu → krótszy czas cyklu, brak transferu między piecami.
/ Brak ryzyka zanieczyszczenia i utleniania podczas transferu.
Efektywność energetyczna
/ Piece próżniowe są bardziej energooszczędne niż piece atmosferowe.
/ Mniejsze zużycie oleju i mniej odpadów.
/ Możliwość stosowania wyższych temperatur, co przekłada się na oszczędność czasu i kosztów.
Dodatkowe korzyści środowiskowe i operacyjne:
W pełni zautomatyzowana obróbka
/ Nie jest wymagana obecność operatora
/ Natychmiastowe uruchomienie/zatrzymanie urządzenia
/ Działanie na żądanie
Brak emisji CO₂ z endotermicznego wytwarzania gazu
/ Nie jest wymagany generator ENDO.
/ Brak spalania gazu ziemnego w celu wytworzenia atmosfery.
Brak systemów kontroli przepływu potencjału węglowego
/ Nie ma potrzeby kondycjonowania atmosfery
Brak układów dopalających/wyciągowych
/ Nie ma potrzeby spalania nadmiaru węglowodorów i gazów spalinowych.
Brak systemu monitorowania CO
/ Brak ryzyka tlenku węgla → bezpieczniejsze dla operatorów.
Brak zewnętrznego systemu monitorowania atmosfery
/ Proces próżniowy eliminuje potrzebę ciągłej analizy i kontroli gazu.
/ Motoryzacja, w tym: komponenty przekładni, koła zębate, wały, zębatki i łożyska
/ Komercyjna obróbka cieplna
/ Lotnictwo, w tym: podwozia, komponenty o wysokiej precyzji i jakości
/ Produkty metalowe
/ Budowa maszyn, w tym: części narażone na zużycie i naprężenia mechaniczne
/ Elementy złączne
/ Mennice
/ Stal do utwardzania powierzchniowego
/ Stal do nawęglania
/ Stal do hartowania
/ Stal konstrukcyjna
/ Stal łożyskowa
/ Stal narzędziowa
/ Stal HSLA
/ Stal stopowa
/ Stal nierdzewna
/ Stopy i superstopy
/ Stopy tytanu
AISI: 1015; 1020;3310;5115; 5117;5120H;8620;8622;8627/H;9310;
Armco
EN: 14CrNi14; 14CrNiMo13-4; 15CrNi6; 15NiCrMo16-5; 16MnCr5; 17Cr3; 17CrNiMo6; 17CrNiMo7; 18CrMo4; 18CrNi8; 18MnCr5; 20CrMnTi; 20CrNiMo2; 20MnCr5; 21NiCrMo2; C15; C22; X19NiCrMo4
GOST: 15; 15G; 15H; 16ChG; 18ChGT; 19ChGN; 20; 20Ch; 20ChG; 20ChGNM; 20G
PN: 12H2N4A; 12HN3A; 14NiCrMo 13-4; 15; 15G; 15H; 15HGM; 15HGN; 15HN; 15NiCrMo16-5; 16HG; 17CrNiMo6; 17HGN; 17HNM; 18H2N2; 18H2N4WA; 18HGM; 18HGT; 20; 20G; 20H; 20H2N4A; 20HG; 20HN3A; 20HNM; 22HNM; 25H2N4WA;
Pyrowear Alloy 53, Ferrum C61, Ferrum C64, M50Nil, Ferrum 675
Werkstoff: 1.0401; 1.0402; 1.0467; 1.2764; 1.5919; 1.6523; 1.6587; 1.6657; 1.6723; 1.7016; 1.7027; 1.7131; 1.7147; 1.7242; 1.7243;

Zalety dla środowiska i bezpieczeństwa
/ Proces przyjazny dla środowiska
→ Brak szkodliwych produktów ubocznych, czysta praca.
/ Brak emisji gazu CO₂ wpływającego na ocieplenie klimatu
→ Brak generatora ENDO i gazów spalinowych.
/ Brak emisji szkodliwych gazów (CO, NOx)
→ Bezpieczniejsze dla operatorów i środowiska.
/ Bezpieczna, bez łatwopalnej i trującej atmosfery
→ Brak ryzyka wybuchu lub wycieków substancji toksycznych.
/ Brak otwartego ognia
→ Całkowicie eliminuje zagrożenie pożarowe.
Jakość i wydajność procesu
/ Szybkie i jednolite nawęglanie niskociśnieniowe (LPC) gęsto upakowanych wsadów
→ Wysoka wydajność i precyzyjna głębokość warstwy.
/ Hartowanie azotem (nie ma konieczności użycia oleju ani helu)
→ Czyste, ekonomiczne i przyjazne dla środowiska chłodzenie.
/ Wysoka żywotność elementów strefy grzejnej – grafit
→ Mniej konserwacji i odpadów.
/ Brak odwęglania i utleniania i eliminacja IGO
→ Doskonała jakość powierzchni bez dodatkowego czyszczenia.
/ Elastyczne, działanie na żądanie
→ Brak ciągłego przepływu gazu i strat w czasie przestoju pieca.