Piec do lutowania aluminium w atmosferze kontrolowanej – Systemy CAB
SECO/WARWICK to jeden z najbardziej doświadczonych i innowacyjnych producentów pieców do lutowania twardego. Firma do tej pory zainstalowała na całym świecie ponad 300 systemów CAB. Dbamy o najwyższą jakość naszych produktów – począwszy od prac w laboratorium badawczo-rozwojowym, przez etap projektowania urządzeń, po kompletny montaż i uruchomienie, oraz wsparcie posprzedażowe.
Lutowanie twarde aluminium w atmosferze kontrolowanej (CAB – Controlled Atmosphere Brazing) z wykorzystaniem niekorozyjnego topnika jest od lat preferowanym procesem w produkcji aluminiowych wymienników ciepła. Od wejścia na ten rynek w 1984 roku SECO/WARWICK jest pionierem rozwoju technologii CAB. Korzystając z dziesiątek lat doświadczenia w projektowaniu pieców, SECO/WARWICK stworzyło takie innowacje jak:
/ Lepsza konstrukcja mufli
/ Technologia grzania konwekcyjnego
/ Rozwiązanie dla wysokiej jakości atmosfery
/ System płukania próżniowego dla pieców półciągłych i komorowych
/ Sterowanie ACCUBRAZE PC/PLC
/ Projektowane na zamówienie systemy grzejne, elektryczne lub gazowe
/ Rozwiązania dla obniżania konsumpcji energii
Proces lutowania twardego w atmosferze kontrolowanej (CAB) nagrzewa produkt do temperatury lutowania twardego, utrzymując jednocześnie jednorodną temperaturę produktu w atmosferze azotowej pozbawionej tlenu. Podczas lutowania zewnętrzna warstwa stopu aluminium i krzemu jest podgrzewana do stanu ciekłego i przepływa, tworząc spoiny aluminiowe.
Proces lutowania twardego w atmosferze kontrolowanej
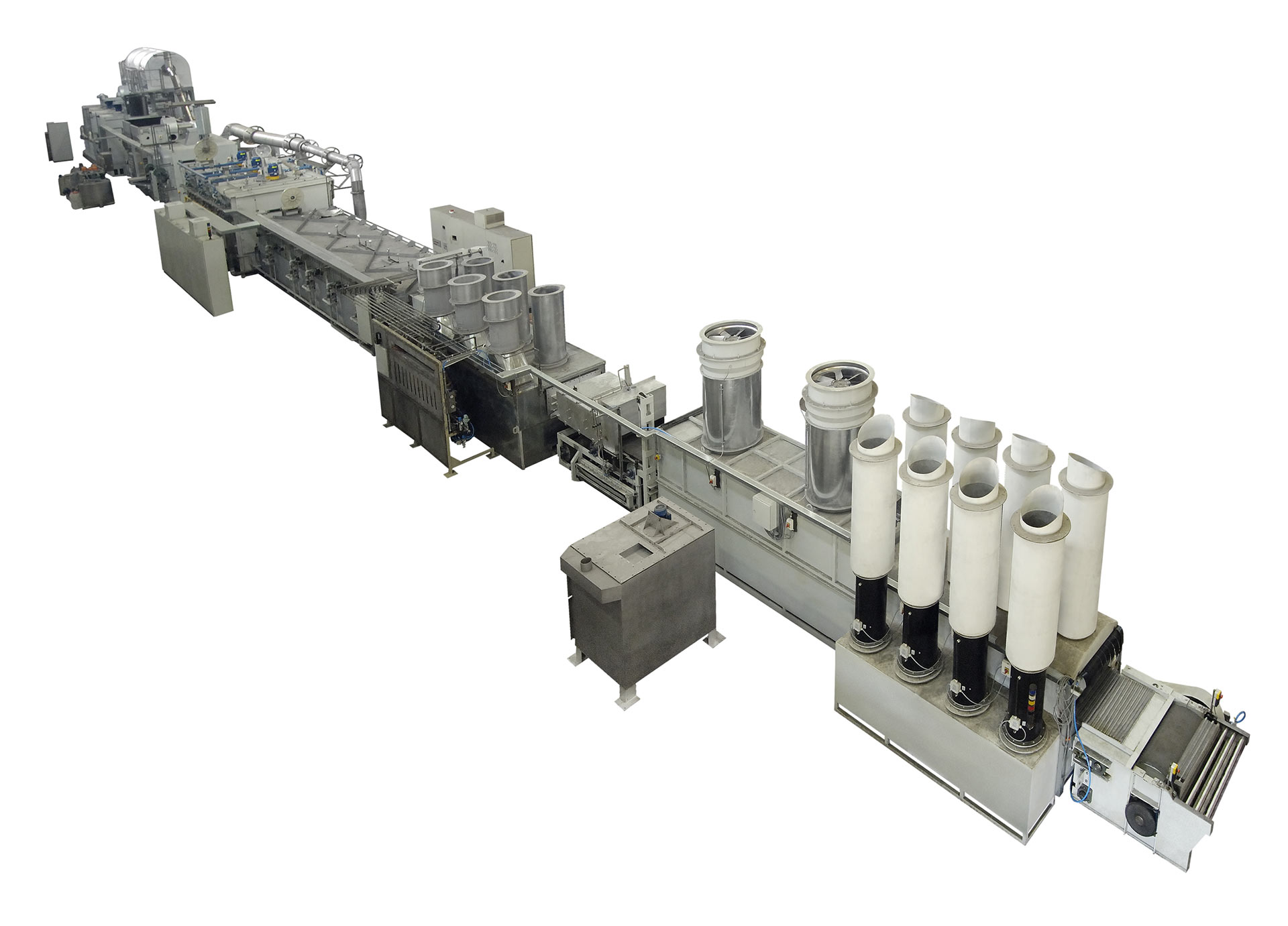
W pełni skonfigurowany system pieca CAB obejmuje urządzenie do odtłuszczania cieplnego z dopalaniem oleju (LZO), zespół nanoszenia topnika, piec suszący i piec CAB. Systemy te można skonfigurować w układzie liniowym, w linii przelotowej prostokątnej, w linii w kształcie litery U lub w układzie nieprzelotowym, aby sprostać wymaganiom przestrzennym w zakładzie.
/ Brak konieczności czyszczenia po lutowaniu
dzięki stosowaniu niekorozyjnego topnika
/ Niższe zaangażowanie kapitału
w porównaniu z lutowaniem twardym w próżni
/ Wysoka jakość lutowania
dzięki czystej atmosferze azotowej, jednorodności procesu, stromym profilom grzania i chłodzenia
/ Badania i rozwój w zakresie lutowania twardego z wykorzystaniem własnych aluminiowych wymienników ciepła:
Ograniczenie ryzyka inwestycji dzięki możliwości korzystania z Centrum lutowania twardego SECO/WARWICK
/ Branża motoryzacyjna i terenowa
/ Ogrzewanie, wentylacja i klimatyzacja
/ Generatory prądotwórcze i elektrownie
/ Lotnictwo
/ Kolej
/ Elektronika
/ Urządzenia domowe
/ Dopalacz termiczny (afterburner) do redukcji emisji LZO dla urządzeń odtłuszczających (degreasery)
/ Scrubber ze złożem aktywnego tlenku aluminium do redukcji emisji fluorowodoru powstałego podczas procesu lutowania
/ Dla urządzeń grzanych gazowo systemy odzysku energii obniżające konsumpcję gazu a tym samym emisję CO2:
/ system wymiany energii pomiędzy dopalaczem termicznym (afterburner) a urządzeniami odtłuszczającymi (degreasery)
/ odzysk energii z komór Preheatu oraz Pieca lutowniczego poprzez transfer spalin pod tunelem wlotowym i dalej jako wsparcie systemu grzejnego w Suszarce
/ Systemy grzejne elektryczne zamiast gazowych (w tym modyfikacja obecnych urządzeń) w celu redukcji emisji CO2
/ Opcjonalne zastosowania wysokosprawnej izolacji mikroporowatej w celu obniżenia strat cieplnych a tym samy redukcja konsumpcji energii (w przypadku gazowych systemów grzejnych – redukcja emisji CO2)
/ Podgrzewany tunel wlotowy kurtyn w celu ograniczenia spadku temperatury taśmy przenośnika i wsadu podczas transferu a tym samy skrócenie czasu ponownego nagrzewu – w ogólnym bilansie obniżenie konsumpcji energii (w przypadku gazowych systemów grzejnych – redukcja emisji CO2)
/ Wspólny przenośnik taśmowy dla suszarki (lub TTBB) i pieca celem obniżenie konsumpcji energii związanej w dwukrotnym grzaniem w przypadku systemów rozdzielonych (w przypadku gazowych systemów grzejnych – redukcja emisji CO2)
/ Wykorzystanie przez klienta energii emitowanej przez systemy odciągowe komór chłodzenia i suszarki do wspomagania podgrzewanie instalacji zakładowych
/ Nieemisyjne systemy chłodzenia oparte na płaszczu powietrznym zamiast zamkniętego obiegu wody
/ Sterowanie – tryby pracy urządzenia IDLE i WEEKEND obniżające temperaturę roboczą oraz wyłączające urządzenie nie wymagane podczas przerw w produkcji – obniżenie konsumpcji energii (w przypadku gazowych systemów grzejnych – redukcja emisji CO2)