")
CAB Furnaces (SYSTEMS)
SECO/WARWICK is a global leader in Controlled Atmosphere Brazing (CAB) technology, with over 300 industrial systems installed worldwide. Since 1984, we have pioneered advanced thermal technologies using non-corrosive flux. Our CAB furnaces are the industry-preferred solution for manufacturing high-efficiency aluminum heat exchangers.
We deliver complete end-to-end solutions, combining application engineering, turnkey system installation, and dedicated worldwide aftermarket support.
Key Technological Innovations & Features
Capitalizing on decades of custom furnace design, SECO/WARWICK drives the market forward with proprietary innovations that optimize brazing precision and reduce operational costs:
-
Convection Heating Technology: Ensures rapid and highly uniform heat transfer across complex aluminum assemblies.
-
Advanced Muffle Design: Engineering improvements that maximize thermal stability and extend the furnace’s operational lifespan.
-
High-Atmosphere Quality Solutions: Guarantees precise control of the protective atmosphere, critical for defect-free brazing joints.
-
Vacuum Purging Systems: Specialized purging solutions integrated into semi-continuous and batch furnaces to eliminate residual oxygen.
-
ACCUBRAZE® PC/PLC Controls: State-of-the-art control systems for precise process monitoring, automation, and full data logging.
-
Customized & Energy-Saving Heating: Flexible configurations available in both electrical and gas-fired heating systems tailored to minimize energy consumption.
CAB Furnaces
Controlled Atmosphere Brazing (CAB) of aluminum using a noncorrosive flux, is the preferred process for manufacturing aluminum heat exchangers. Since entering this field in 1984, SECO/WARWICK has led the development of advanced technology in the aluminum brazing process. Capitalizing on our many decades of furnace design experience, SECO/WARWICK has driven innovations such as:
/ Improved muffle design
/ Convection heating technology
/ High atmosphere quality solution
/ Vacuum purging system for semi-continuous and batch furnaces
/ ACCUBRAZE PC/PLC controls
/ Customized heating systems: electrical or gas
/ Energy saving designs
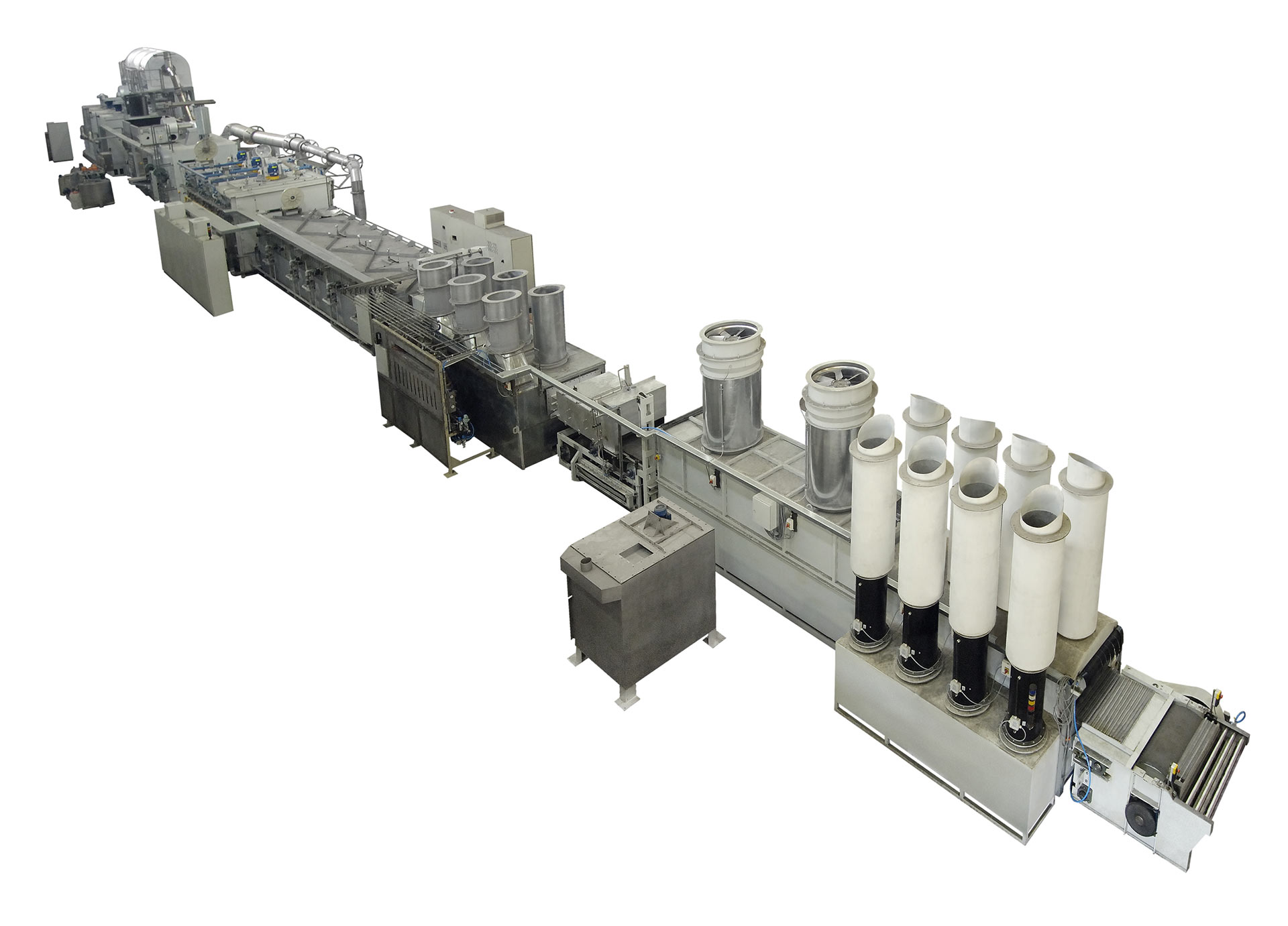
Our continuous CAB furnaces, as described below, use a variable speed drive and a stainless-steel mesh belt to move products. The controlled atmosphere brazing (CAB) process heats a product to brazing temperatures while maintaining uniform temperatures within the product in an oxygen-free nitrogen atmosphere. During furnace brazing, a brazing sheet of aluminum/silicon alloy plate (cladding) is heated to a liquid state and flows to form aluminum joints or fillets. An Al-Si phase diagram indicates the appropriate CAB brazing temperature for a given alloy.
Controlled Atmosphere Brazing Process
A fully configured CAB furnace system includes thermal degreaser with afterburner, a fluxer unit, a dry off oven, and the CAB furnace. Or, in the case of the precoated or flux fewer cores systems limited to degreasing/debinding oven and the CAB furnace only.
These systems can be configured in an in-line, a continuous rectangular line, a U-shaped line or Batch systems to meet your plant’s installation space requirements.
/ Requires no post braze cleaning
Since flux is noncorrosive
/ Less capital intensive
Compared to vacuum brazing
/ High Brazing Quality
Due to clean nitrogen atmosphere, process uniformity, sharp heating and cooling profiles
/ Brazing R&D on your own aluminum heat exchangers:
Reduce your investment risk by taking advantage of the SECO/WARWICK Brazing Center
/ Automotive and Off-Road
/ HVAC
/ Power Generators and Electric Power Plants
/ Aerospace
/ Railways
/ Electronics
/ Household equipment
/ Thermal afterburner to reduce VOC emissions of degreasers
/ Scrubber with active aluminum oxide deposit to reduce the emission of hydrogen fluoride generated during brazing process
/ For gas-heated solutions, energy recovery systems reducing gas consumption and thus CO2 emissions:
/ heat exchanger system between the thermal afterburner and degreasers
/ energy recovery from the preheat chambers and brazing furnace by transferring exhaust gases under the inlet tunnel and further as support for the Dryer heating system
/ Electric heating systems instead of gas heating systems (including modification of current equipment) to reduce CO2 emissions
/ Optional applications of high-performance microporous insulation to reduce heat losses and thus reduce energy consumption (in case of gas heating systems – reduction of CO2 emissions)
/ To reduce the temperature drop of the conveyor belt and the load being transported, heating is applied in the inlet tunnel, which results in a shorter re-heating time for both the conveyor belt and the load, lowering net energy consumption (in the case of gas heating systems – reduction of CO2 emissions)
/ A common conveyor belt for the dryer (or TTBB) and the furnace to reduce the energy consumption associated with double heating in case of separate systems (in case of gas heating systems – reduction of CO2 emissions)
/ Energy emitted by the cooling chamber and the dryer are recuperated to support the plant heating
/ Non-emission cooling systems based on air jacket instead of a closed water circuit
/ Control – IDLE and WEEKEND furnaces operating modes lower the operating temperature and turn the furnace off when it is not needed during production breaks – lowering energy consumption (in case of gas heating systems – reducing CO2 emissions)