Hartowanie próżniowe pojedynczych elementów z kontrolą odkształceń – 4D Quench
System próżniowy do hartowania pojedynczych elementów azotem z kontrolą odkształceń jako atrakcyjna alternatywa dla hartowania w prasach
4D Quench – to system do próżniowej obróbki cieplnej przeznaczony do indywidualnego hartowania w azocie pojedynczych elementów przekładni mechanicznych, takich jak koła zębate, wały, pierścienie, tuleje itp. wykonanych ze zwykłych i specjalnych stali utwardzanych powierzchniowo i hartowanych.
/ Istotnie podnosi precyzję i powtarzalność rezultatów obróbki cieplnej przy ograniczeniu kosztów produkcji
/ Zapewnia grzanie w próżni, po którym następuje silne i jednorodne chłodzenie strumieniem azotu, dzięki czemu uzyskuje się kontrolę i ograniczenie odkształceń przy wysokiej powtarzalności efektu końcowego.
/ System jest w pełni zautomatyzowany i umożliwia łatwą integrację z linią produkcyjną.
/ To nowoczesna i atrakcyjna alternatywa dla hartowania w prasach przy wyeliminowaniu wszystkich wad takiego procesu.
Piec 4D Quench jest przeznaczony dla wszystkich, którzy chcą istotnie podnieść jakość i wyniki finansowe produkcji elementów przekładni mechanicznych, zastępując systemy obróbki cieplnej partiami lub obróbki ciągłej. Pozwala też na eliminację pras wraz z ich wadami.
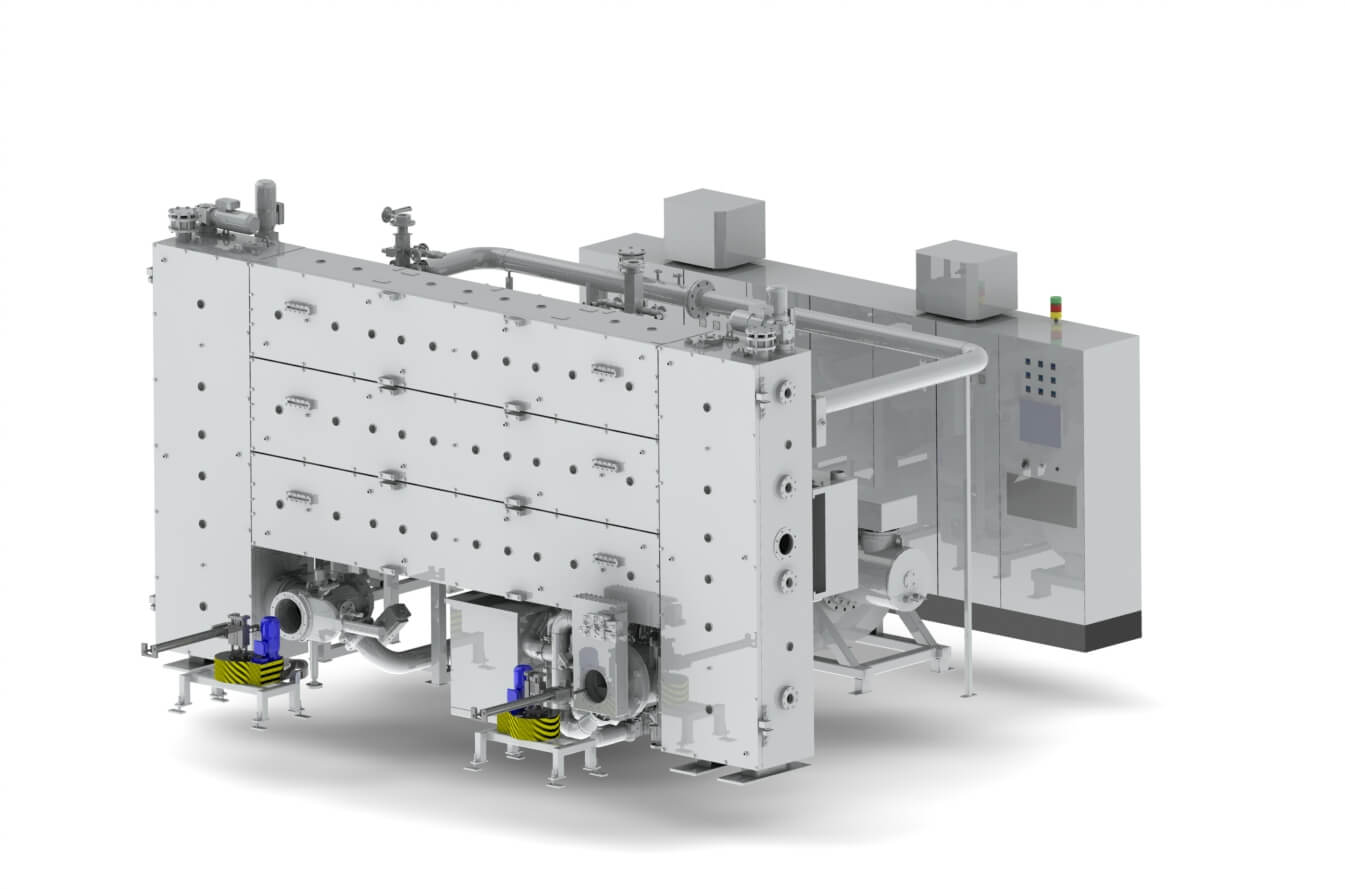
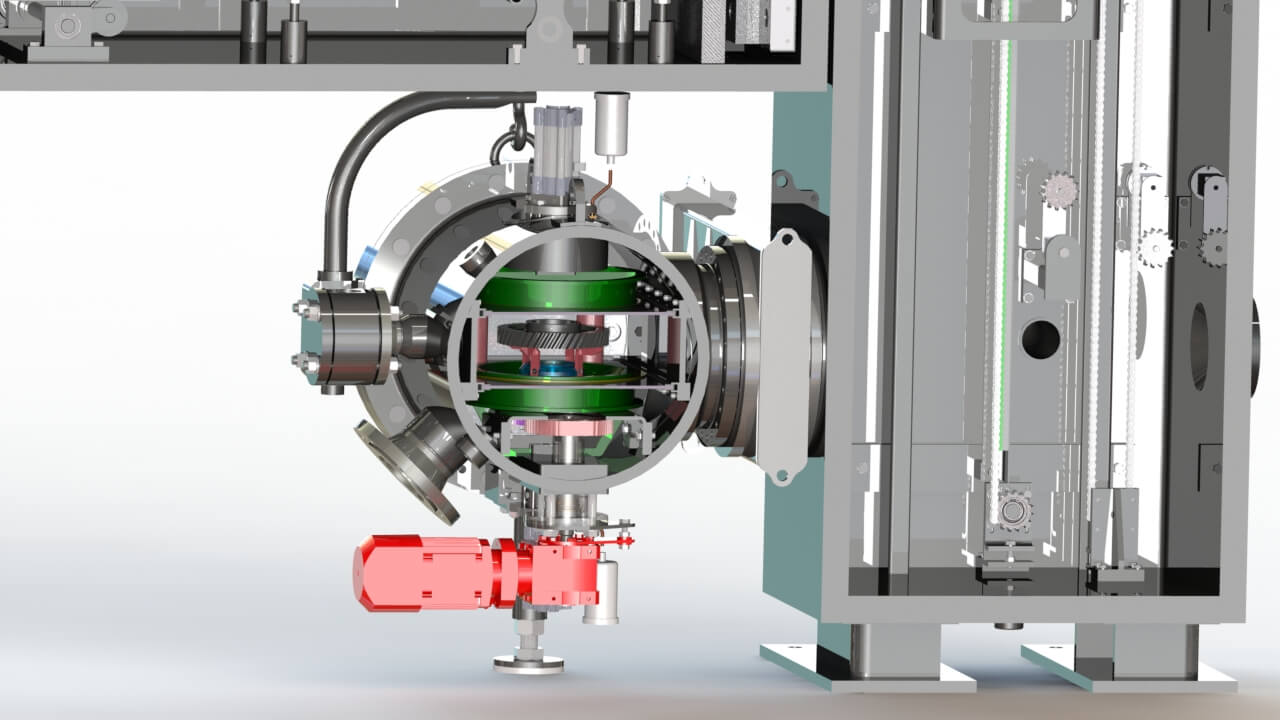
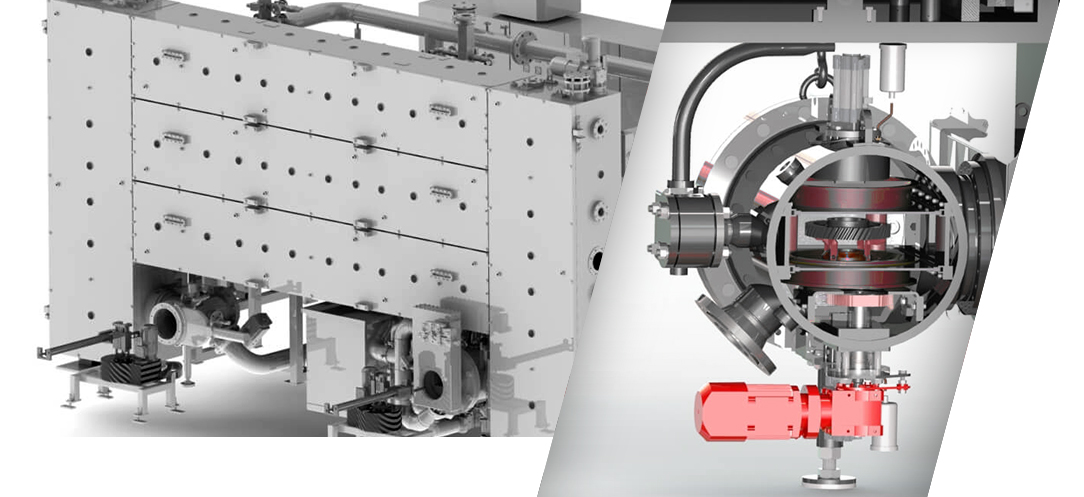
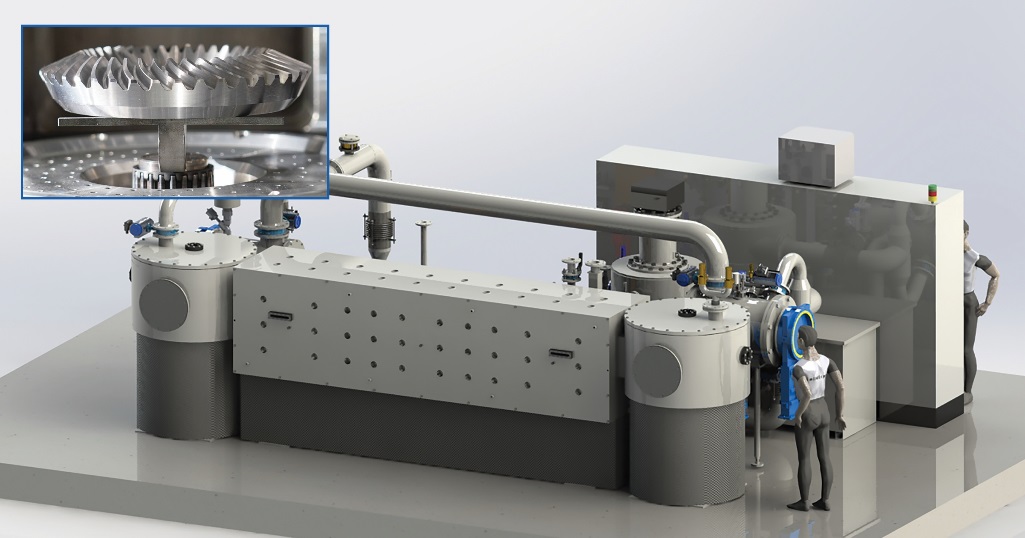
Składa się on z komory do próżniowej obróbki cieplnej i komory hartowania strumieniem azotu pod wysokim ciśnieniem wyposażonych w mechanizmy transportowe. W komorze próżniowej części są nagrzewane do temperatury hartowania, dzięki czemu ich powierzchnia jest doskonale zabezpieczona przed zanieczyszczeniem i nieoczekiwanymi zmianami składu. Procesy hartowania obejmują daleko idące ulepszenia, do których w szczególności zalicza się ograniczenie odkształceń. Główną rolę odgrywa tu system do hartowania w strumieniu gazu pod wysokim ciśnieniem, zamontowany w komorze hartowania/rozładunku. System wykorzystuje opatentowane rozmieszczenie dysz chłodzących okalających części i zapewnia jednorodny przepływ gazu chłodzącego ze wszystkich stron: zarówno z góry, z dołu, jak i z boku. Nazywamy to chłodzeniem „3D”. Część obraca się ponadto na stole, co dodatkowo przyczynia się do zwiększenia jednorodności hartowania. Ruch obrotowy nazywamy czwartym wymiarem. Umożliwia on nam hartowanie „4D” części, w celu uzyskania najlepszej możliwej jednorodności. Rozmieszczenie dysz chłodzących można odpowiednio skorygować, aby było odpowiednie do rozmiaru i kształtu danej części. Cały system chłodzenia azotem gwarantuje wydajne (tak jak w przypadku oleju) i jednorodne hartowanie, które zapewnia doskonałą powtarzalność i znaczne ograniczenie odkształceń, a co za tym idzie – ich kontrolę. Olej i hel stają się zbędne.
Metoda obróbki pojedynczych części, w której poddawane są obróbce cieplnej jedna po drugiej, umożliwia pełną integracją z produkcją taśmową wraz z maszynami CNC. Przyczynia się to do wyeliminowania kosztów osprzętu do obróbki cieplnej, kosztów i czasu potrzebnych na logistykę materiałów oraz skraca czas cyklu produkcyjnego. Powtarzalność efektów hartowania oraz kontrola i redukcja zniekształceń stanowią ponadto ogromny potencjał do ograniczania kosztów obróbki skrawaniem.
Umożliwia również monitorowanie i raportowanie dla każdej części podczas obróbki cieplnej, co gwarantuje kontrolę jakością i 100% możliwość śledzenia.
System i zastosowana w nim technologia są bezpieczne i ekologiczne.
/ Indywidualne hartowanie dzięki grzaniu w próżni i chłodzeniu strumieniem azotu pod wysokim ciśnieniem
/ Przeznaczony dla przemysłu motoryzacyjnego, lotniczego, przekładniowego i łożyskowego
/ Mechaniczne elementy przekładni (koła zębate, pierścienie, wały, tuleje itp.)
/ Nawęglanie lub hartowanie (w oleju) stali zwykłych
/ Hartowanie w gazie i oleju stali stopowych i specjalnych
/ Integracja z produkcją taśmową do 1 mln szt./rok
/ Możliwość dopasowania rozmiaru strefy roboczej
/ Indywidualna konfiguracja systemu
/ Kompaktowa budowa, niewielka zajmowana powierzchnia
/ Niższe zużycie mediów
/ Brak niekontrolowanych emisji
/ Hartowanie strumieniem azotu pod wysokim ciśnieniem
/ Kontrola i redukcja zniekształceń podczas hartowania
/ Najwyższa precyzja i powtarzalność wyników
/ Eliminacja IGO
/ Brak utleniania / brak powietrza
/ Doskonała powierzchnia części
/ Duża wydajność produkcji
/ Elastyczna produkcja, uruchomienie i wyłączenie na żądanie
/ Pełna automatyzacja, integracja z linią produkcyjną
/ Badanie każdej części i 100% możliwość śledzenia
/ Brak udziału i wpływu człowieka
/ Hartowanie w azocie tak samo szybkie jak w oleju (olej i hel są zbędne)
/ Eliminacja armatury do obróbki cieplnej i logistyki materiałów
/ Eliminacja zanieczyszczenia olejem i parami oleju (bezpieczeństwo i ekologia)
/ Eliminacja myjek i substancji chemicznych
/ Eliminacja promieniowania wysokiej temperatury i ryzyka pożaru
/ Czysta, ekologiczna technologia
/ Elementy mechanicznej skrzyni biegów (koła zębate, pierścienie, wały, rękawy itp.)
/ Czyste hartowanie (hartowanie gazowe pod wysokim ciśnieniem)
/ Przemysł motoryzacyjny (skrzynia biegów, łożyska)
/ Przemysł maszynowy
/ Przemysł lotniczy
/ Regularne nawęglanie lub hartowanie (w oleju) wyższy stop
/ Specjalne stale do gaszenia gazu i oleju
/ Wielokrotnie krótszy czas ciężkiej obróbki
/ Eliminacja wielu operacji po obróbce
/ Nawęglanie niskociśnieniowe (LPC) / Hartowanie w strumieniu gazu pod wysokim ciśnieniem (HPGQ)
/ Szybkie i wydajne nawęglanie
/ Eliminacja zagrożeń pożarowych i wybuchowych
/ Idealna jakość powierzchni
/ Eliminacja IGO
/ Czysta i przyjazna dla środowiska produkcja