




CaseMaster Evolution – integral high pressure gas quench (HPGQ) vacuum furnaces for low pressure carburizing (LPC)
Double- or triple-chamber sealed quench vacuum furnace for low pressure carburizing (LPC), including integrated high pressure gas quenching (25 bars N2), designed for high-volume production.
Double- or triple-chamber vacuum furnace for low pressure carburizing (LPC), including integrated high pressure gas quenching (25 bars N2), designed for high-volume production.
CaseMaster Evolution (CMe) is a family of vacuum carburizing furnaces dedicated to semi-continuous case hardening using LPC technology (low-pressure carburizing) combined with water quenching , or oil quenching or high-pressure gas quenching (25 bars N2). These systems also enable vacuum hardening and through hardening, offering a versatile alternative to traditional atmospheric sealed quench furnaces, continuous lines, and multi-chamber systems.
The CaseMaster Evolution represents a new generation of heat treatment solutions for the carburizing process and heat treatment of steel, providing an additional option for a wide range of carburizing technology applications. It is designed for industries such as aerospace, automotive, machine building, bearings, and commercial heat treatment.
With advanced systems for carburizing, including vacuum carburizing technology, the CMe ensures precise control of the steel carburizing process, delivering superior quality (oxygen free) and efficiency compared to conventional carburizing furnaces.
- Overview
- Features
- Benefits
- Configurations
- Options
- Industries
- Processes
- Materials
- Automation
- System integrations
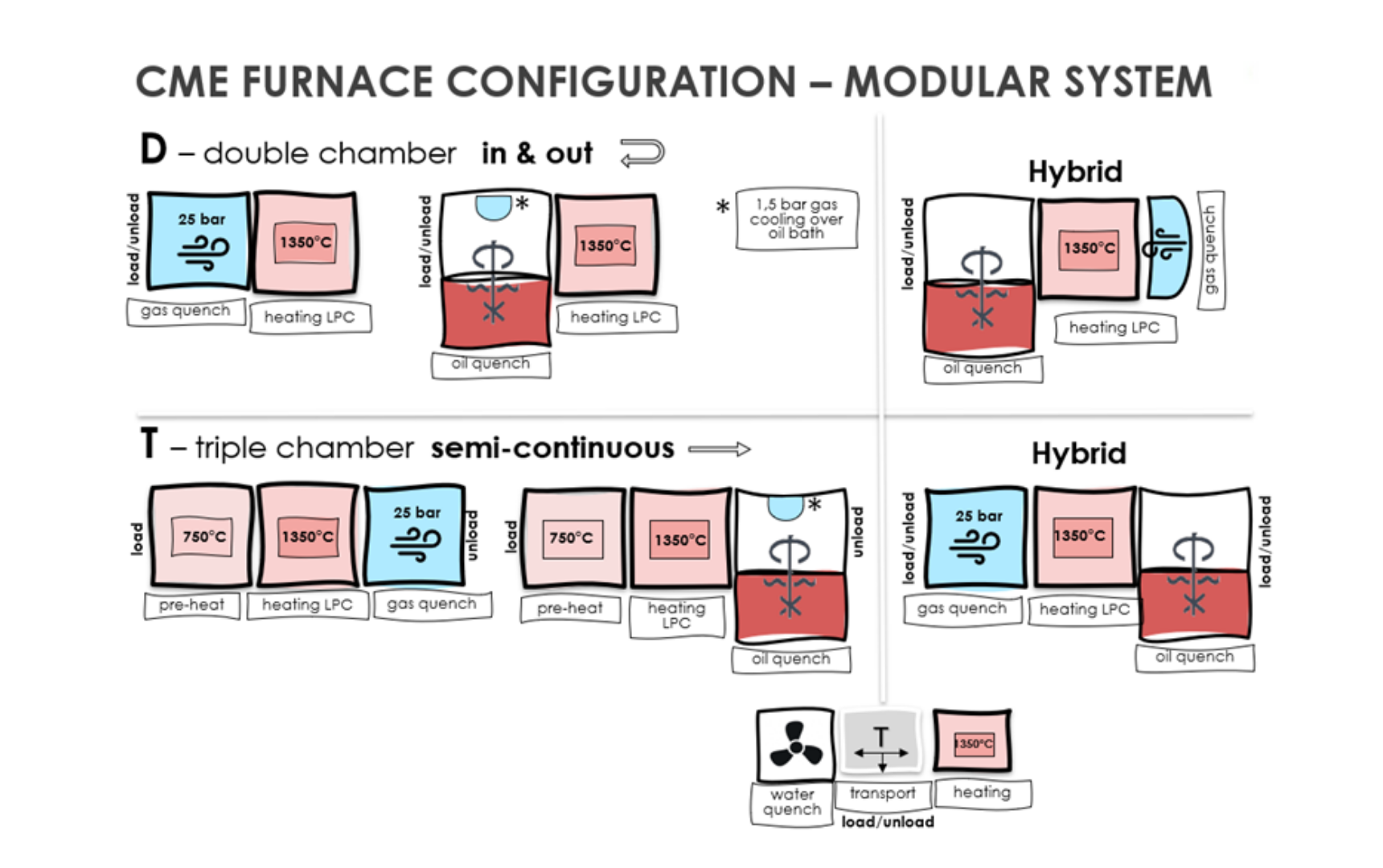
The CaseMaster Evolution (CMe) has been designed with the state-of-the-art construction and selections for two or three chambers in order to provide maximum flexibility in heat treatment and continuous batch processing. They are compatible with AMS2750 and CQI9 standards.
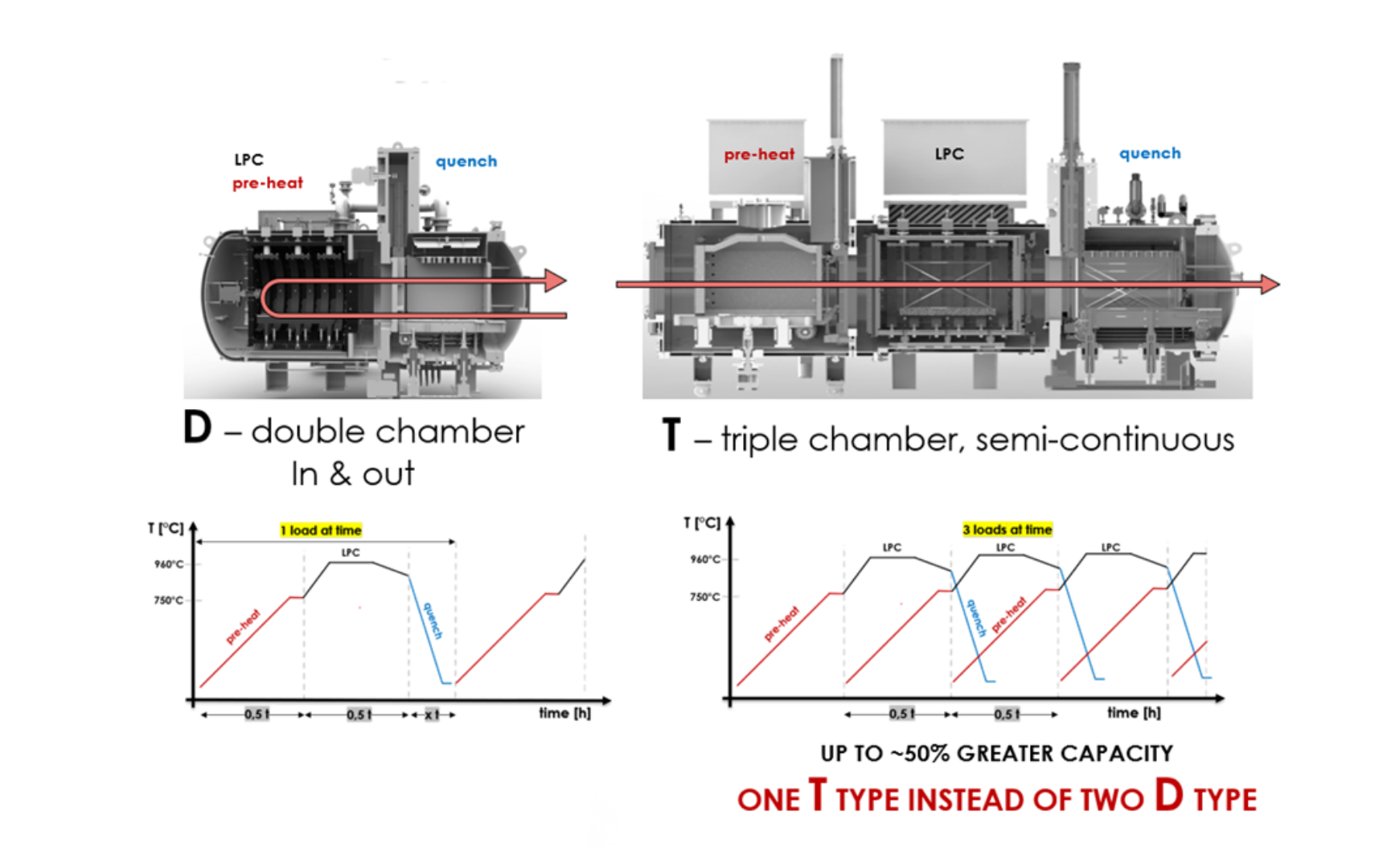
There are two types of CaseMaster Evolution. The two-chamber furnace, called D type, provides a dual chamber with one for processing and a second chamber for oil or gas quenching.
The three-chamber furnace, called T type, provides the same chambers as the D type plus a third pre-heating chamber that can be used for faster processing.
Cooling may be carried out in two ways: under high-pressure gas quenching (25 bars N2) or in hardening oil quenching.
With more than 100 CMe vacuum heat treatment furnaces, SECO/WARWICK is currently at the forefront of the international vacuum heat treatment market. A number of top international manufacturing companies, in need of superior mechanical properties, have compared the CMe to conventional integral-quench case-hardening methods. Having compared that, those companies have increased their production capacities with CaseMaster Evolution designed by SECO/WARWICK.
Automation & Compliance
/ Fully automated processing
/ Compatible with AMS2750, CQI-9
Furnace Design & Construction
/ Horizontal, double-, and triple-chamber design
/ Compact, modular design
/ Graphite heating chamber
/ Electric heating system
/ Low heat losses by increased thermal insulation
Process Integrity & Speed
/ Vacuum and pressure-tight inner doors ensure high purity of process and parts
/ Shorter evacuation times by independent pumping systems for each chamber
/ Short workload-transport time within the furnace
Quenching Technologies
/ High-pressure gas quenching (N₂ or He) – up to 25 bar abs
/ Uniform quenching and distortion reduction by adjustable pressure settings
Vacuum high pressure gas quench (HPGQ) furnaces combine the cleanliness and precision of vacuum heat treatment with the high cooling intensity of gas, making them perfect for carburized or carbonitrided parts that require deep case hardening and minimal distortion.
Vacuum technology with HPGQ removes the entire infrastructure of atmosphere carburizing (generators, gas trains, exhaust systems, post-washers), reducing CO₂ footprint, simplifying plant layout, and improving safety.
Clean, Bright Surfaces
/ All processes occur in vacuum → no oxidation, no decarburization.
/ Eliminates post-process cleaning (no scale, no soot).
/ Ideal parts surface condition.
Precise Case Depth and Chemistry
/ Vacuum carburizing (LPC) and carbonitriding allow accurate control of carbon potential.
/ Uniform case depth even on complex geometries, densely packed loads.
/ No intergranular oxidation (IGO), unlike conventional atmosphere carburizing.
/ Highly accurate and precise LPC process simulator (SimVaC)
High Quenching Power
/ High pressure gas quenching provides powerful cooling comparable to oil quenching.
/ Ideal for steels like 16MnCr5, 20MnCr5, 18CrNiMo7-6, 8620, or 20NiCrMo2-2 after carburizing.
Reduced Distortion
/ Uniform heating in vacuum + controlled gas quench minimizes the thermal gradients.
/ Better dimensional stability compared to oil quenching.
Safety and Clean Environment
/ Closed system → no flames, smoke, or oil fumes.
/ No post washing required.
Process Integration
/ Carburizing + quenching in one furnace → shorter cycle time, no transfer between furnaces.
/ No risk of contamination and oxidation during transfer.
Energy Efficiency
/ Vacuum furnaces are more energy-efficient than atmosphere furnaces.
/ Less oil consumption and waste.
/ Possibility to utilize higher temperatures, bringing time and cost savings.
Additional Environmental and Operational Benefits
/ Fully automated processing
No operator presence required
Immediate start/stop of an equipment
On-demand operation
/ No CO₂ emissions from endothermic gas generation
No ENDO generator required.
No combustion of natural gas for atmosphere production.
/ No carbon potential flow control systems
No need for an atmosphere conditioning
/ No burn-out/exhaust systems
No need to burn excess hydrocarbons or exhaust gases.
/ No CO monitoring system
No carbon monoxide risk → safer for operators.
/ No external atmosphere monitoring system
Vacuum process eliminates the need for continuous gas analysis and control.
Core Heat Treatment Technologies
/ Low Pressure Carburizing (LPC)
/ Low Pressure Carbonitriding
/ Convection heating for D type (T inclusive)
/ Multi-zone temperature control
/ Multi-zone regulation (additional option)
Control & Connectivity
/ Remote control and monitoring
/ Supervisory system
/ External recorder (additional option)
/ Dew point measuring system (additional option)
/ Load thermocouples (additional option)
Integration & Compatibility
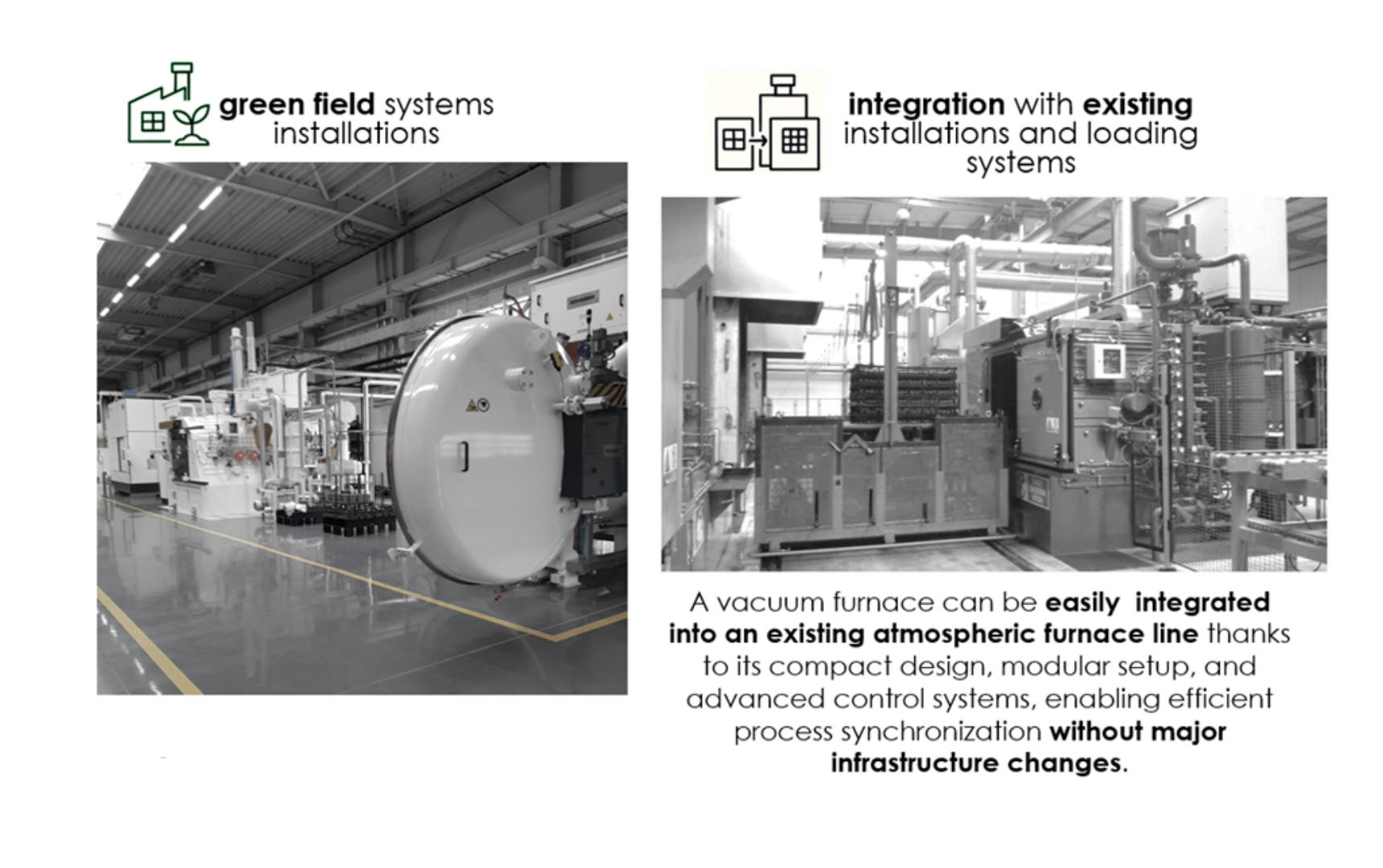
/ Integration with existing conventional sealed quench furnace lines
Auxiliary Equipment
/ Closed Loop Water System (CLWS), buffer tank, loader, AGV (automated guided vehicle)
/ Base trays, modular fixtures (casted or CFC)
/ Helium recycling system
Advanced Options & Safety
/ High vacuum (diffusion pump)
/ Noise protection of the pumping system
/ Automotive including: transmissions components, gears, shafts, pinions and bearings
/ Commercial Heat Treatment
/ Aerospace including, landing gears, high-precision and high-quality components
/ Fabricated metal products
/ Machine-building, including: parts exposed to wear and mechanical stress.
/ Fasteners
/ Mint
Surface Treatment & Case Hardening
/ Low Pressure Carburizing (LPC) using FineCarb with oil or gas quench
/ Low Pressure Carbonitriding (LPCN) with oil or gas quench
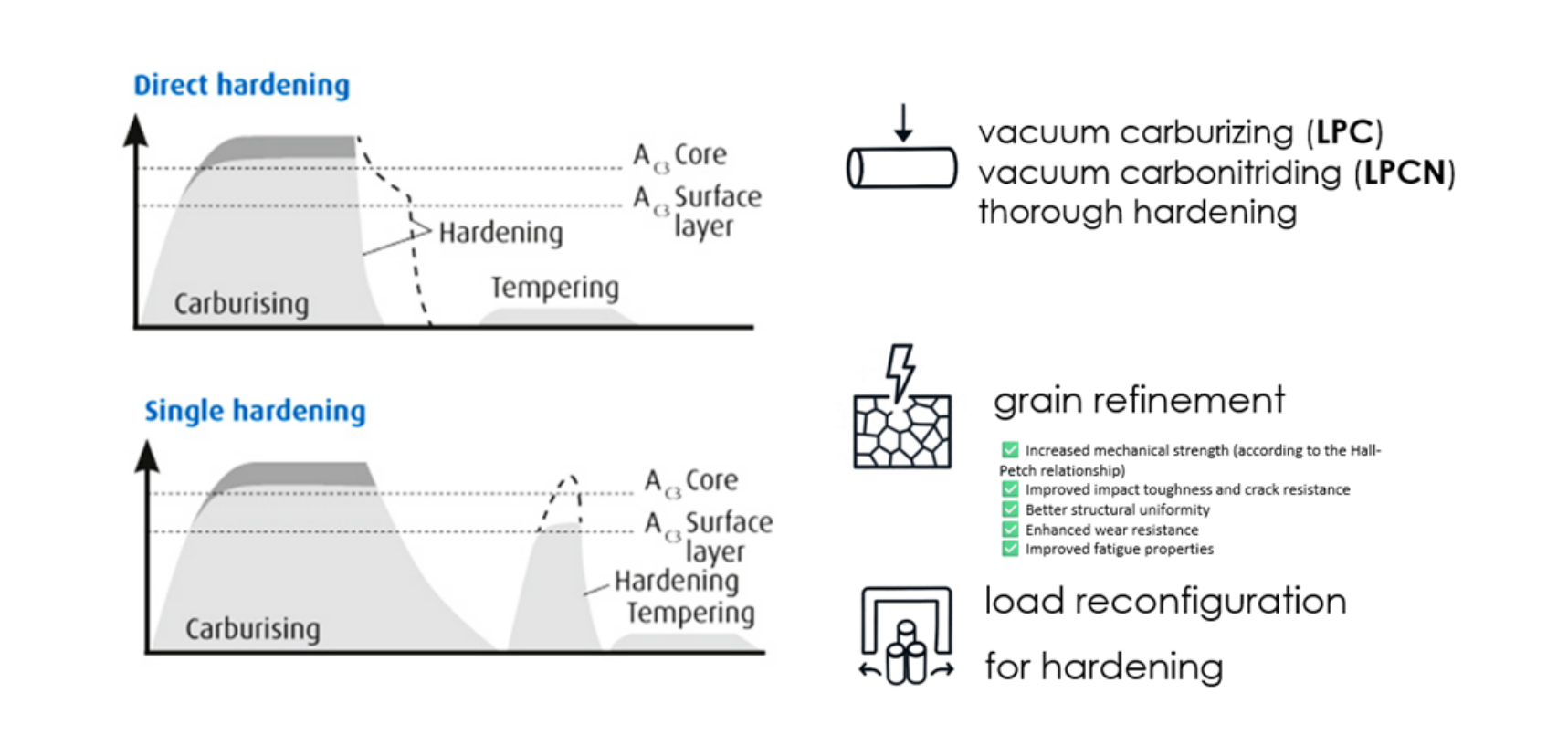
/ Low Pressure Carburizing (LPC) with subcritical annealing (pearlitizing) for grain refinement
/ Low Pressure Carburizing (LPC) with slow cooling (without martensite transformation)
/ High-temperature carburizing up to 1050°C using LPC for common case hardening steels
/ Oxidation in the pre-heating chamber (only in T type furnace)
Core Heat Treatment Processes
/ Hardening with oil quench or gas quench
/ Bright thorough hardening
/ Tempering
/ Annealing (with gas cooling)
/ Case hardening steels
/ Carburizing steels
/ Hardening steels
/ Structural streel
/ Bearing steel
/ Tool steels
/ HSLA
/ Alloyed steels
/ Stainless steels
/ Alloys and super alloys
/ Titanium alloys
AISI: 1015; 1020; 3310; 5115; 5117; 5120H; 8620; 8622; 8627/H; 9310;
Armco
EN: 14CrNi14; 14CrNiMo13-4; 15CrNi6; 15NiCrMo16-5; 16MnCr5; 17Cr3; 17CrNiMo6; 17CrNiMo7; 18CrMo4; 18CrNi8; 18MnCr5; 20CrMnTi; 20CrNiMo2; 20MnCr5; 21NiCrMo2; C15; C22; X19NiCrMo4
GOST: 15; 15G; 15H; 16ChG; 18ChGT; 19ChGN; 20; 20Ch; 20ChG; 20ChGNM; 20G
PN: 12H2N4A; 12HN3A; 14NiCrMo 13-4; 15; 15G; 15H; 15HGM; 15HGN;; 15HN; 15NiCrMo16-5; 16HG; 17CrNiMo6; 17HGN; 17HNM; 18H2N2; 18H2N4WA; 18HGM; 18HGT; 20; 20G; 20H; 20H2N4A; 20HG; 20HN3A; 20HNM; 22HNM; 25H2N4WA;
Pyrowear Alloy 53, Ferrum C61, Ferrum C64, M50Nil, Ferrum 675
Werkstoff: 1.0401; 1.0402; 1.0467; 1.2764; 1.5919; 1.6523; 1.6587; 1.6657; 1.6723; 1.7016; 1.7027; 1.7131; 1.7147; 1.7242; 1.7243;

Environmental & Safety Advantages
/ Elimination of quenching oil and contamination, washers, and cleaning chemicals for gas quench facilities
→ No oil waste, no detergents, no wastewater treatment.
/ Environmentally friendly process
→ No harmful by-products, clean operation.
/ No emission of climate-warming gas CO₂
→ No ENDO generator or combustion gases.
/ No emission of harmful gases (CO, NOx)
→ Safer for operators and the environment.
/ Safe, no flammable and poisonous atmosphere
→ No risk of explosions or toxic leaks.
/ No open fire
→ Eliminates fire hazards completely.
Process Quality & Efficiency
/ Fast and uniform LPC of densely packed loads
→ High productivity with precise case depth.
/ Nitrogen quench (neither oil nor helium is needed)
→ Clean, cost-effective, and eco-friendly cooling.
/ High lifespan of hot zone components – graphite
→ Lower maintenance and waste.
/ No decarburization or oxidation, elimination of IGO
→ Perfect surface quality without extra cleaning.
/ Flexible, on-demand operation
→ No continuous gas flow or idle furnace losses.






