VACUUM FURNACES IN HEAT TREATMENT SYSTEMS
Vacuum heat treatment technologies and equipment
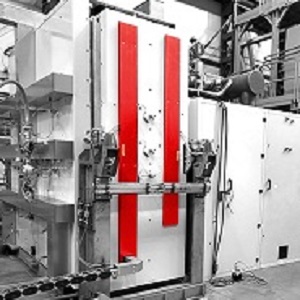
Modern, precise, energy efficient and ecological vacuum heat treatment equipment with guaranteed technology. SECO/WARWICK’s experience in developing these solutions dates back to the 70s of the twentieth century, when vacuum-based heat treatment technologies emerged in the aerospace, automotive, defense, metallurgical, medical, nuclear, and utility industries. Over the last 25 years, the company’s dynamic development has delivered more than 800 complete installations in more than 50 countries, and many of the technologies delivered have become a challenge to traditional technologies.
-
Vacuum heat treatment and brazing single-chamber furnacesLow Pressure Carburizing (LPC),
integral Oil or Gas quench
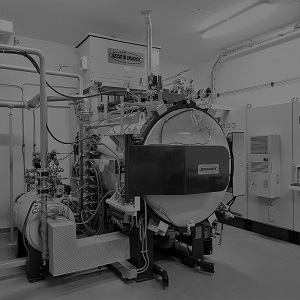
vacuum chamber furnacesLow Pressure Carburizing (LPC)
vacuum pit type furnaces Low Pressure Carburizing (LPC), case and through hardening integral Gas quench vacuum single-piece flow systems
Low Pressure Carburizing (LPC), case and through hardening integral Gas quench vacuum single-piece flow systems-
Nitriding and Ferritic Nitrocarburizing (FNC) furnacesVacuum Aluminum Brazing FurnacesCVD, CVI, FIC, IVD, slurry coatings, and thermal purification vacuum furnacesCustom and special vacuum furnaces
/ Technologies:
annealing, brazing, aluminum brazing, solution heat treatment, aging, Low Pressure Carburizing (LPC) by FineCarb and PreNitLPC, case hardening, oil quenching, High Pressure Gas Quenching (HPGQ), sintering, nitriding and ferritic nitrocarburizing (FNC) by ZeroFlow, CVD, CVI, FIC, IVD, slurry coatings, thermal purification, and other custom and special technological processes
Vacuum for All heat treatment/ Unique features:
dynamic and efficient heating system, precise temperature control, excellent temperature distribution throughout the working space, efficient and uniform quenching, and a compact and modular design, precise and accurate process control
Proven and innovative/ Industries:
aerospace, defense, energy, tools & dies, medical, automotive, machine, commercial heat treaters, and others
Worldwide industries/ Parameters:
single-, double-, and multi-chamber batch, semi-continuous, and single-piece flow furnaces, in horizontal and vertical configuration, low-, medium-, and high vacuum, radiant and convection heating, low- and high pressure (HPGQ) gas cooling in pressure up to 25 Bar or hardening in oil, full automation, unmanned operating, computer control system
Compliance with world safety, quality assurance, and environmental protection standards.
Solutions for any demand